The AD700 development programme: what has been achieved, what is happening now, what are the next steps?
After the energy crises of the 1970s and emerging problems of getting public acceptance for nuclear power, the generating companies renewed their interest in coal-based technologies, notably IGCC, PFBC and conventional pulverised coal-fired (PF) technology, which is the focus of this article.
In the USA, a large programme was launched by EPRI in the early 1980s to develop new 9-12% Cr steel and new component designs. Japanese and European companies also joined the EPRI programmes and the 9% Cr steels, P91 and P92, demonstrate what can be achieved through such international efforts. In Japan a huge national construction programme, co-ordinated through EPDC, was launched and a number of impressive 1000 MW units with supercritical (SC) and ultra supercritical (USC) steam parameters were built. In Europe there was little public support but the European boiler, turbine and steel makers co-ordinated their efforts through the COST programme and developed a number of excellent steels, in particular for the turbines.
In Europe, Elsam was a prime mover in drawing attention to the potential of supercritical PF technology based on 9% Cr steel, and in 1997 and 1998 Elsam commissioned the first European 400 MW ultra supercritical (USC) units, at the Skaerbaek and Nordjylland power stations. The two units were based on P91 for thick-walled headers and steam lines and steel E for the HP and IP turbines.
Similarly, the German lignite-fired SC and USC power stations, Schwarze Pumpe, Boxberg and Lippendorf, commissioned in the period 1997-2000, were also based on P91 for the thick-walled components. Table 1 shows steam parameters of these early “P91 installations”.
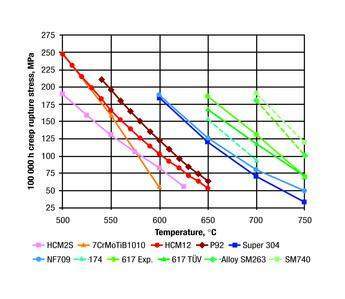
The 9% Cr steel for thick-walled components has been a great success and opened the way to USC steam parameters in the range of 300 bar and 600°C and net efficiency in the range of 45-46% for an inland location. We all owe much respect to Professor T Fujita from the University of Tokyo whose lifelong work with 9-12% Cr steel for thickwalled sections paved the way for the ongoing revival in PF technology. But there seems to be an upper temperature limit on the use of ferritic steel, in the range 610-630°C. This limitation, the “steel barrier”, is shown in the diagram below.
However, the European industry – both manufacturers and power generators – wants to continue development of the extremely well proven PF technology through new materials and to improve efficiency at competitive cost. Therefore, development efforts within PF technology seem to have shifted so that Europe is in the leading position.
During a COST meeting in 1994 Elsam proposed an investigation to see if there were material candidates, which, after some development work, would allow main and reheat steam temperatures to be raised to the 700°C region and main steam pressure to the 350-375 bar range. With these advanced supercritical steam parameters, net efficiencies of over 50% were forecast for a PF plant.
The materials people answered that nickel based alloys, which were well known from gas turbines and the nuclear programmes (fast breeder), would be good candidates to start with. From the beginning, a number of existing nickel based alloys seemed well suited to the job, but the issues of long term creep properties and manufacturing methods had to be addressed.
The idea of developing an advanced supercritical PF technology was presented to the Commission’s DG RTD and DG TREN in 1995 and both showed strong interest in supporting the idea of further development of PF technology and materials. Further, they agreed to support a phased programme, culminating in the construction and operation of a full scale demonstration plant, with each phase requiring a new application for funding.
AD700 phase 1: feasibility studies
DG TREN awarded the first contract in 1997 under the 4th Framework Programme (FP4) so that the work could begin in January 1998. The name of the project was “Advanced supercritical PF power plant operating at 700°C” – or AD700 for short – and 40 partners from 13 countries joined this large European R&D project co-ordinated by Elsam Engineering.
The contract covered development of new materials, improved designs and investigations on the economic viability of AD700 technology.
The new materials part covered:
* Development and start of long term demonstration of nickel based alloys for those sections of the water/steam cycle which operate at steam temperatures beyond 650°C. This means final superheaters and reheaters, final headers, hot steam lines, turbine valves, inlet section of the turbine casings and finally the rotors.
* Development and primary demonstration of austenitic steel for those sections of the superheaters and reheaters operating in the steam
temperature window 600-650°C. In particular development of good austenitic steel was important to enhance the use of austenite as much as possible, thereby saving extremely expensive nickel based alloys.
* Development and primary demonstration of martensitic steel for headers and interconnecting steam lines operating in the steam temperature window 600-650°C.
The target for 100 000 hours creep strength of each material was 100 N/mm2 at metal temperatures 750°C for the nickel based alloys, 700°C for the austenite and 650°C for the martensites.
Development of new designs mainly covered:
* Investigations of furnace wall design and design/selection of materials for superheaters and reheaters.
* Investigations on the design of turbine casings and rotors to minimise the use of nickel based material.
* Investigations on the potential for savings through revisions to overall power plant architecture to shorten the length of steam lines (called the “compact design”). Revised boiler designs, with outlet headers close to the turbine, were also investigated.
* Cost/benefit analyses of the economic viability of the AD700 technology.
Phase 1 was planned to come to an end by the end of 2003 but has been extended by one year to complete some of the material demonstrations. The budget for phase 1 is 21 million euros, with 40% co-funding from DG TREN.
AD700 phase 2: preparatory work
DG RTD awarded the second contract in 2001 under the 5th Framework Programme (FP5) so that work could begin in January 2002. 34 partners from 10 countries joined phase 2 and Elsam Engineering also co-ordinated this phase.
The phase 2 contract covered:
* demonstration of fabricability and manufacturing of new materials from phase 1;
* demonstration and in-plant testing of new materials from phase 1;
* turbine component prototype manufacture and test;
* preparatory component design;
* preparatory work for phase 3, the component demonstration phase: defining the test facility and finding a host; and
* preparatory work for phase 4, construction of the full-scale demonstration plant, and development of a business plan, including continued investigations on the economic viability of AD700 technology.
Phase 2 is due to be completed by the end of 2005. The budget for phase 2 is 11 million euros, with 50% co-funding from DG RTD.
AD700 phase 3: component demonstration
Phase 3 is now well established but it was the most difficult phase to start, and several attempts have been made to establish a test facility. Basic to the success of establishing phase 3 was the positive signal from a group of nine major European power generators, named the E-max group, that they were willing to share the cost of a test facility with the Commission. The E-max group consider an economic commitment from the Commission to be paramount as the economic commitment is also being considered to be a political approval.
Partners of the E-max group are (in alphabetical order): EdF; Electrabel; Elsam Kraft; EnBW Kraftwerke; Enel; Energi E2; E.ON Energie; RWE Power; Public Power Corporation; and Vattenfall Europe.
The first proposal for a test facility targeted a full scale demonstration of furnace walls, superheater, steam lines with HP bypass and safety valves and one HP turbine from each of the turbine makers, Alstom and Siemens. In this test facility all major components of the water/steam cycle would have been demonstrated in full scale and it would have shortened the time to commercial introduction of the AD700 technology by some five years. The planned mother plant was unit 3 at Skaerbaekvaerket but the full scale test facility failed due to an unexpected lack of support for fossil fuel based technologies in the Commission’s FP6 programme.
However, the E-max group (minus Enel) and the manufacturers did succeed with an application named COMTES700 to the Commission’s Research Fund for Coal and Steel (RFCS) for a smaller component test facility (CTF) to be established at E.ON’s Scholven unit F power plant. Except for the turbines, the CTF contains the same components as the full scale test facility but at smaller scale. The CTF will operate at temperatures up to 700 °C.
The industrial partners in COMTES700 are: Alstom Power Boiler; Babcock-Hitachi Europe; Burmeister and Wain Energy; and Siemens. Additionally a turbine valve will be installed jointly by Siemens and Alstom.
At the time of writing, signing of the contract by the Commission was imminent and nearly all material had been ordered. The budget of phase 3 is 15 million euros with 40% co-funding from the RFCS. The CTF is planned to operate over four years and VGB PowerTech is co-ordinating the effort.
In parallel with the CTF, a small test rig (ETR) was installed over this past summer in the boiler of Elsam’s Esbjerg power station for operation at steam temperatures up to 720 °C. The advantages of the ETR are a higher resolution of the oxidation and high temperature corrosion phenomena than in the CTF and gaining of experience from one boiler more. The test rig will be paid for fully by the E-max group and the facility is planned to operate over four years.
AD700 phases 4, 5 and 6: full scale demo
The overall time schedule indicates that phase 4, which covers planning and construction of the full scale demonstration plant (FSDP), would begin in 2008 and last four years. However, depending on the results of phase 3, the starting date of phase 4 might move into 2009. The final phases, 5 and 6, will be a three-year period of operation of the FSDP with feedback of experience to the partners, so that the AD700 technology will be commercially available around 2014 after a development period of 20 years. The output of the FSDP is planned to be around 400 MW.
Phases 4, and 6 are highly dependent on the successful outcome of phase 3 but most important is whether FP7 will contain support for fossil-fired technologies or not. If there are no positive signs in FP7 it will be interpreted by the E-max group as a signal from the Commission that they are very reluctant to see new coal-fired capacity within the EU.
Material achievements to date
Within the AD700 project two new boiler tube materials have been successfully developed and qualification work is well underway. These are nickel based alloy 740 from Special Metals and the austenitic steel from Sandvik named SANICRO25. Within the German MARCKO programme similar qualification work on nickel based alloy 617 for boiler tubes and steam lines is well underway. Since the beginning of this year a preliminary approval by a notified body is available for 617.
The AD700 project has failed to develop a new martensitic steel but new attempts are being made within the COST programme.
No new nickel based alloys for thick walled steam lines and outlet headers will be developed within the AD700 project. Instead an existing superalloy named C263 has been selected due to its excellent creep strength. However, it is a precipitation hardening material and it might be very difficult to manufacture. Therefore, despite its lower creep strength 617 is also a candidate for thick walled sections being investigated by the MARCKO programme, as it seems easier to manufacture. Scottish Wyman Gordon has extruded five meters of main steam line in nickel based alloy 263 from an ingot made by Special Metals but additional work is still needed to qualify the material completely and unfortunately it will not be included in the CTF at Scholven.
The 100 000 hour creep strengths of a selection of AD700 materials for boiler tubes and steam lines are shown in the figure right. It should be noted that extrapolated values based on 20 000 hours testing time are shown for nickel based alloys 263/740. For 617 the preliminary value now approved by the authorities is 120 N/mm2 at 700°C, but at the end of the qualification work public approval of 131 N/mm2 for 617 is expected at 700°C, which is around 30% below the extrapolated values for 263/740.
Nickel based alloys 617 and 625 are the main candidates for valve bodies, casings and rotors for HP and IP turbines and test valve bodies and casings have been cast. Similarly test rotors have been forged and tested. For turbine blades and bolts Waspalloy has been demonstrated.
In the CTF at Scholven the following materials will be tested for their oxidation and corrosion behaviour:
see table 2
Materials qualification and suppliers
For the boiler tubes and steam piping there is currently not much incentive for the materials suppliers to embark on the programmes needed to achieve full qualification of materials. It is important to note that every material supplier for a power plant needs to demonstrate his ability to manufacture these materials, which is an expensive and time consuming job at a time when there is no big market for the products.
For each manufacturer of boiler tubes and steam piping it is necessary to demonstrate all manufacturing stages, including bending, welding, creep tests on own melts etc, to get public approval of the expected strength values. As an indication of how time consuming this work is it is worth bearing in mind that European codes estimate 30 000 hours of creep testing time is needed to make extrapolations to 100 000 hours.
If the documentation is not OK the public authorities will decrease the allowable stresses.
For HP and IP turbine hot parts, potential material suppliers for the AD700 nickel based alloys would be:
Valves and casings: Goodwin Steel castings (UK), Voest Alpine (A)
Rotors: Saarschmiede, Boehler
Blading and bolts: Aubert & Duval
The candidate nickel based alloys would be 617 or 625.
For the AD700 steam piping the potential materials suppliers would be :
Alloy 263: Special Metals
Alloy 617: Vallourec and Mannesmann, Saarschmiede or Foroni
For the AD700 austenitic boiler tubes. the potential material suppliers would be:
Sanicro 25: Sandvik:
HR3C, Super alloy 304H, HR6W: Sumitomo
310N: VDM
For nickel based tubes the material suppliers would be VDM for 617 and Special Metals for 740.
Economics
Assuming ongoing design and materials demonstration programmes do not throw up any insoluble problems it may be concluded that there will not be any major technical constraints imposed on the AD700 technology. Therefore, the only major obstacle to the introduction of AD700 technology is the additional cost for higher steam temperatures and better materials, which have to be offset by fuel savings.
In both phases 1 and 2 the economic viability of the AD700 technology has been investigated thoroughly through comparison with a supercritical technology well proven in the world market (250 bar/540/560 °C) in phase 1, and with a state of the art technology such as the “Referenzkraftwerk Nord Rhein Westphalen” (300 bar/600/620 °C) in phase 2.
In both cases it emerged that the cost of electricity is the lowest for the AD700 technology, but the investigations also clearly demonstrated that the additional costs of the boiler are highly dependent on the materials available and to a lesser degree on whether the designers succeed with their “compact design” philosophy. If the material developers succeed with their present development work the economic viability of the AD700 techchnology seems assured.
FENCO
FENCO is an acronym for the “Fossil Energy Coalition” which is a coalition representing European countries that is aiming to get fossil energy back into the Commission’s R&D programmes, with particular focus on the Commission and the European parliament.
FENCO favours a balanced portfolio of energy supply options. Fossil fuel usage will continue to dominate and while coal’s share of the total market will decrease in percentage terms, total coal use in absolute terms will increase for several decades to come. FENCO recognises this evolving energy situation and aims to position the EU so that European industry can gain its fair share of an immense future global market for fossil fuel technologies. A step towards achieving this will be the co-ordination of the fossil energy programmes of the member states. This will enable the establishment of a critical mass initiative in Europe that can compete with the US and Japan where there is significant governmental support.
Germany and UK are the main drivers behind the FENCO initiative and both countries have established very broad national programmes for development of fossil-based technologies. They will be the core programmes of FENCO. The acronym for the German programme is COORETEC and it addresses the improvement of many technologies including carbon dioxide capture and storage (CSS). Three major R&D
programmes addressing development of conventional power technologies – AG Turbo, MARCKO II and COST 522/5 – are co-ordinated through COORETEC. The name of the UK national programme is Carbon Abatement Technologies or CAT.
Concerns about global warming mean that, at least in the developed world, continued use of fossil fuels will be part of an overall carbon management strategy. This is already being taken on board within national programmes such as COORETEC and CAT. These initiatives recognise the importance and merit of the “twin trajectory” approach to fossil fuels RD&D. Within this approach, two research paths are pursued in parallel. First, the ongoing drive for efficiency improvement in existing and emerging power generation technologies and second, the commercial development of acceptable cost options for carbon dioxide capture and storage.
The potential for CO2 emissions savings from efficiency improvement is immense. Currently much of the installed coal-fired power generation capacity worldwide is operating at less than 30% efficiency. However net efficiency of more than 45% is now economically viable and developments promise to achieve in excess of 50%. Similar levels of improvement (from a higher baseline) are possible for natural gas-fired power generation plant.
Successful development and deployment of CCS offers the promise of nearly zero emissions power generation technology based on fossil fuels. The development of “capture ready” technologies will provide the route from efficiency improvement to the CCS development trajectory. Therefore, the technical scope of FENCO embraces both efficiency improvement and CCS.
The work of FENCO is planned to be established as an ERA network that can be funded through FP6 for the co-ordinating efforts but not the R&D efforts, which have to be funded or managed through national public programmes. An application was forwarded in October this year, signed by nine countries.
It is important to note that the FP5 co-funded phase 2 nickel based alloy material programme has been co-ordinated with the MARCKO exercise since the start of phase 2. This means that information on development of the different nickel based alloys is exchanged between the two groups, so one can say that a small ERA network already exists in the field of nickel based alloys.
Where now?
The ongoing AD700 activities have successfully demonstrated that the technology is feasible and economic viable. But it is important to continue work on improvements of nickel based alloys to achieve reductions in materials and manufacturing costs and reduced boiler costs.
However, the most important emerging question is whether the Commission will give sufficient support to the full scale demonstration plant through FP7. The construction of such a plant will be a big challenge to the industry and without a positive dialogue with the Commission it will be difficult to find partners. At present it looks like the Commission will include fossil fuels in FP7 and focus on the establishment of “lighthouse” projects, and such a project could be the FSDP, perhaps eventually combined with CCS.