Seventeen GE Frame 6 and 7 GTs in the field have been fitted with the company’s advanced DLN1+ combustion system and now have over 160 000 h of operational experience demonstrating that it reliably meets a 5 ppm NOx standard. That experience is described here.
Over the past 20 years, gas turbine combustor designers have been striving to keep pace with a changing regulatory landscape. One of the prominent pollutants that has to be dealt with is the mixture of nitrogen oxides usually referred to as NOx. Early combustors employed a diffusion flame which had inherently good stability but poor emissions characteristics. When emissions needed to be controlled, water or steam was used as a diluent and NOx was brought down to less than 50 ppm but at the expense of reliability and performance. About 15 years ago, gas turbine manufacturers were challenged to meet lower emissions requirements without diluent injection. Dry Low NOx (DLN) technology was GE’s response to that challenge.
The DLN1 combustor was GE’s first commercially available premixed combustor and has been used in a variety of E class combustors including the 7E and EA, 9E, 6B, 52D, 51P, and 32J gas turbines. Overall they have more than 17 million hours of operation on more than 600 units worldwide. Early DLN1 combustors (1992-1993) were sold at 25 ppm NOx capability. The third generation, employing staged dilution, was introduced in 1998 to achieve 9 ppm emissions. However, in the recent past, increased focus on environmental concerns has driven a need for even better emissions capability. To address this need, GE has developed the DLN1+ configuration, capable of sub-5 ppm emissions. Currently, there are 17 Frame 6 and 7 turbines with DLN1+ combustors in operation around the United States with over 160 000 hrs of operation and 915 starts between them. The fleet leader has over 23 000 hrs of operation.
DLN1+ combustion technology has been developed by optimising certain design features of the DLN1 combustor and incorporating new design features. This technology has been field validated, and data collected, at a variety of sites showing that it is capable of sub-5 ppm operation.
DLN1 technology
Figure 1 shows a line drawing of the third generation (9 ppm) combustor. Its main component is the cap and liner assembly that has room for six primary fuel nozzles, and a centrebody to accommodate a secondary fuel nozzle with a sub-pilot to stabilise a flame at its tip. The liner also includes a venturi assembly which serves as a flame stabiliser. The throat of the venturi is located just downstream of the end of the centrebody. Downstream of the venturi, the liner has dilution holes. The dilution holes are a fixed air bypass that are sized appropriately to target a combustion zone temperature.
From a combustion point of view, the liner can be divided into two different zones. The area upstream of the venturi is the primary zone. This zone has numerous holes on the liner – similar to the liner on a diffusion combustor. This zone has a flame in it in lower operating modes but in premixed (low emissions) mode, it serves as the premixing zone. Further downstream is the main combustion zone. In premixed mode, there are two distinct flames that form the combustion zone. One flame is anchored behind the venturi and burns the fuel that comes from the primary zone, whereas the other flame is anchored on the secondary fuel nozzle in the middle of the centrebody. Typical baseload operation has ~ 80% of the fuel supplied to the primary zone and the remaining 20% through the secondary nozzle.
Emissions and operability
DLN1 combustors range in capability from 9 ppm to 25 ppm NOx emissions with sub-25 ppm CO. When discussing the emissions performance of these combustors, it makes sense to look at NOx emissions at a fixed CO value or CO emissions at a fixed NOx value rather than NOx at a fixed temperature. This is because of the existence of dilution holes, which allow variation of the flame zone temperature for a given combustor exit temperature. In fact, this capability is used to fine-tune the combustor for a given machine in a process called combustion tuning. The emissions capabilities presented below take the form of a plot of NOx against CO or a plot of one of the two when the other is held fixed.
In Figure 2, we see the CO performance of a DLN1 combustor (9 ppm) at a fixed NOx value (9 ppm). This plot suggests that DLN1 combustors have about a 3 sigma capability to 25 ppm CO emissions. This translates to 99.8% success in meeting CO and NOx emissions ratings.
Besides NOx and CO emissions, one other important performance parameter for a premixed combustor is combustion dynamics amplitude. Figure 3 shows the combustion dynamics amplitude in a DLN1 combustor at conditions similar to the ones shown in the CO chart. It should be noted that DLN1 combustors have dynamics less than 1.0 psi peak to peak amplitude with 99.5 % probability and less than 2.0 psi p-p amplitude with nearly 100% probability.
DLN1+ technology
DLN1+ was developed to reduce NOx emissions to below 5 ppm levels. To that end, numerous design features were optimised and new ones were added, among them premixing and dilution optimisation. The system also has an advanced closed loop control system that greatly reduces emissions variation over the operational space. The DLN1+ is designed for 24000 hour and 450 starts between combustion inspection intervals. To date, the fleet leader DLN1+ combustor has successfully completed over 23 000 hours of continuous operation.
Premixing
It has long been known that better premixing leads to lower emissions. With over 80% of the fuel going into the primary zone, it would appear that the primary zone should be the target for premixing optimisation.
The primary zone has six fuel nozzles that consist of an air swirler with fuel injection holes very close to the exit of the fuel nozzle. The fuel air mixture coming out of the fuel nozzle is then acted on by jets of air from holes on the liner. This process accomplishes premixing in the primary zone. To optimise the premixing then, one can either improve the primary nozzles or redesign the holes on the liner to achieve a target fuel distribution. The latter approach was one of the strategies employed in DLN1+ combustors. It is to be noted that as is customary, better premixing leads to lower NOx and higher CO at a given flame temperature but the ability to change the flame temperature as required (dilution hole tuning) allows us to operate at a lower NOx for a given CO.
Venturi location
As mentioned earlier the DLN1 combustor has two distinct flames. The interaction between the two flames is very important for emissions and dynamics. This interaction is affected by cooling flows through the centrebody and by the expansion of the primary zone flow past the venturi. Figure 4 shows CFD plots of axial velocity at a baseload condition in a 7EA combustor. The flow in these pictures is from right to left. The flowfield in this CFD demonstrates that the location of the venturi has a very strong effect on the interaction of the two flame zones, especially the expansion of the primary zone flow.
Dilution optimisation
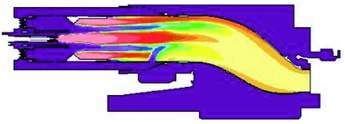
NOx and CO emissions depend on the time and temperature history of the flow. Figure 5 shows the temperature profile inside a DLN1 combustor. Flow is from left to right. Red indicates high temperature whereas purple indicates low temperatures.
The difference between the top half and the bottom half of the combustor shows the impact of dilution air on the temperature profile inside the combustor. Whereas the top half has a hot streak that extends well into the transition piece, the bottom half is cooled down rapidly by the introduction of the cold dilution air.
Appropriate management of dilution air is important for tailoring the temperature profile inside the combustor. The action of dilution flow too early in the combustion process can result in high CO emissions whereas delaying the introduction of dilution flow could increase NOx emissions. Further, the dilution flow has to be introduced in such a manner that it can mix with the hot gases and result in a combustor exit profile acceptable to the hot gas path.
Figure 6 shows the results of a study carried out to determine the best balance of the combustor temperature profile. The chart has two axes – reaction zone residence time and aft zone gas temperature. A low reaction zone residence time indicates that at least a portion of the dilution air is injected axially closer to the combustor head end. The aft zone gas temperature is an indicator of how much dilution air is introduced in the forward dilution zone. The surface is coloured to be representative of NOx at a fixed CO level. The shape of the surface shows that there is an optimum way to position and size the dilution holes and that this optimum has to be carefully engineered using CFD and experiments.
Independent sub-pilot
The secondary nozzle in the middle of the centrebody has a sub-pilot fuel circuit at its tip that stabilises the flame. Typically, in the DLN1 configuration, the fuel flow through the sub-pilot circuit is a fixed percentage of the fuel flow through the secondary circuit. The sub-pilot flame is a diffusion flame and therefore produces significant levels of NOx for the amount of fuel flowing through the circuit. However, the sub-pilot also provides a stabilising feature for the secondary flame and suppresses dynamics amplitudes. But, not all operating conditions require the same amount of sub-pilot fuel for combustion stability. Therefore, controlling the sub-pilot fuel to the amount required for combustion stability can provide the benefit of low combustion dynamics for a minimal increase in NOx. This balance in independent sub-pilot flow is determined by testing and implemented in the DLN1+ configuration.
Closed-loop emissions control
A crucial ingredient for achieving the emissions capability over a wide range of ambient conditions of the DLN1+ system is known as CLEC, or Closed-Loop Emissions Control. Traditionally, the gas turbine is controlled using measured exhaust temperature data, measured exit pressure and temperature conditions at the compressor discharge, and measured inlet and exhaust pressure drop. The gas turbine control system is configured to move the machine control levers of fuel flow, fuel split, and inlet air guide vane setting along a predefined path as a function of the measured set of input conditions mentioned. Emissions such as NOx and CO are typically measured for regulatory compliance at a single location in the exhaust stack, but are not used for machine control.
With the active DLN1+ CLEC system, however, additional operational data is collected and employed in the control logic of the machine, including ambient temperature, pressure, humidity, and most importantly NOx and CO. CLEC logic employs not a single point stack emissions measurement, but a more precise set of multi-point circumferential emissions measurements which capture total emissions, as well as can-to-can, variation. The CLEC system takes regular, discrete samples of emission levels within the exhaust frame of the gas turbine, and provides appropriate and timely control logic adjustments to the main controller. Changes to the fuel flow and fuel split schedules, among the three fuel supply manifolds in the DLN1+ system, for example, is a key adjustment action that could be taken depending on measured emissions trends.
A gas turbine operating in a very tight NOx emission compliance range (3 to 5 ppm or less, for example), requires the precise control afforded by the CLEC system. The product emissions guarantees must be satisfied, while also respecting the other gas turbine operability boundaries (eg lean blow-out, combustion dynamics, parts life, etc.). Closed-loop control of emissions is a necessity in such systems in order to maximise the emission-compliant operational envelope without sacrificing system performance or hot gas path parts life. While reliability, delay, and calibration issues associated with emissions-sensing equipment pose unique problems for a conventional closed-loop control approach, the model-based approach to CLEC significantly improves the operability and reliability of ultra-low emission systems – and is capable of reducing cost at the same time.
Traditional industrial gas turbine engine control systems employ dual or triple redundancy for processors and safety critical sensors (dictated by the safety and reliability expectations of customers and/or regulatory agencies). As a result, closed-loop control of gas turbine emissions would seem to imply the necessity for dual or triple redundant emissions sensors to meet the system safety and reliability expectations.
In addition to redundancy issues, emissions measurements may require significant transport, computational, and calibration delays that could limit the bandwidth of the emissions loop-closure – potentially leading to undesirable operational or performance limitations.
GE Energy’s model-based approach to CLEC addresses these issues raised by the conventional closed-loop control approach. In the model-based algorithm, the loop-closure is performed on estimated emissions, which is the output of a physics-based emissions model. When the sensor is active (ie, within the expected range, not undergoing calibration), the emissions model is adjusted to match the measured emissions. When the sensor is inactive or busy calibrating, the tuning process is suspended and previous values of the tuning constants are maintained until sensor health is restored.
The model-based approach reduces dependency on the emissions sensor, creating a situation where the emissions sensor is used only to update the control-resident physics based emissions function. This approach maintains overall system reliability and operational flexibility without the need for dual or triple redundant emissions sensors. Consequently, there is less risk of gas turbine boundary violation resulting from sensor failure or inaccuracy.
Tuning valves
A significant influence on gas turbine emissions is can to can variation. This can be caused by manufacturing or engine build variations. One approach to reduce this is by building matched sets of hardware that reduce the combustor level geometric variations. Additionally, the air flow variation from can to can must be counteracted in some way. One way to accomplish this is through can level fuel control. This can be done by adding tuning valves to the fuel circuit. The tuning valves are adjusted during combustor commissioning and the final valve positions are left undisturbed until the next CI. DLN systems since the mid 90s have employed this technology for CO and dynamics amplitude reduction.
DLN1+ emissions capability
The above mentioned emissions reduction design features were built into DLN1+ combustors that have now been in the field, amassing over 160 000 operational hours.
Figure 7 shows NOx emissions data taken from a site over a period of 8 months. This data shows that the DLN1+ combustor clearly operates below 5 ppm. The standard deviation in the NOx data is approximately 0.05 ppm over 10 months of operation. This implies that over a wide range of ambient conditions, the DLN1+ combustor has a 6 standard deviations margin to 5 ppm NOx with very low variation due to CLEC technology.
Figure 8 shows DLN1+ combustor performance at a variety of load conditions. These data were taken at 83 °F ambient conditions,. The first observation is that NOx levels are maintained below 5 ppm across all load conditions shown.
Moreover, there is very little variation in the NOx level resulting in very good predictability of NOx emissions. The second thing to note is that the CO levels are very low – below 2 ppm – across most of the load range. This demonstrates the excellent CO capability of this combustor. Thirdly, it can also be seen that CO levels really increase only after the exhaust isotherm limits the gas turbine exhaust temperature. This shows the excellent turndown capability of the combustor.
Progress to 3 ppm and beyondGE has continued to develop DLN1+ technology. Since its introduction in Spring 2008, the next generation of 7E/EA DLN1+ has continued to gain operational experience on eight units in California. These units have 60 000+ operating hours and all eight units are running to a 3 ppm air permit.
This DLN1+ combustion system allows for flexible emissions offerings depending on a customer’s operating conditions, environmental, and cost requirements. Different options are available for NOx emissions from 4 ppm to lower levels while maintaining less than 25 ppm CO over a wide turndown envelope.
GE’s DLN1+ development is continuing, with the goal of achieving emission levels below 3 ppm NOx and 25 ppm CO over a wide turndown range with 24000 hour combustion interval capability.