
Lough Ree and West Offaly peat fired power plants in Ireland were completed and commissioned in 2004. Both were required to operate at barely sub-critical steam pressure levels and the client, the operator ESB, required a water quality suitable for oxygenated treatment cycle chemistry as defined in VGB 450L and EPRI guidelines. The boilers at both stations were to be of the drum type. Steam quality would have to conform to the following, quite severe, conditions:
In reality this means that during normal operation one would expect measured levels to be substantially below these limits.
Oxygenated treatment cycle chemistry was chosen over conventional reducing chemistry largely because of increasing safety concerns over using hydrazine and its derivatives, including carbohydrazide, and because of the success of oxygenated treatment at Moneypoint power station by ESB. In oxygenated treatment, molecular oxygen (O2) is injected to the cycle at a concentration of about 50 ppb. This causes the ferrous metallic surfaces to develop a fine layer of haematite that will remain stable indefinitely provided the system is free from chlorides and sulphates. The difference between this and a reducing system is that in the latter ferrous metal becomes coated with magnetite which continues to grow and thicken and eventually must be chemically removed to facilitate heat transfer. Magnetite cycling is also a significant promoter of flow accelerated corrosion, a fact that has been demonstrated.
(F McCarthy, Oxygenated Treatment Presentation, January 2003, unpublished.) The result of the successful use of oxygenated treatment is lower maintenance, eliminated risk of flow accelerated corrosion, reduction of iron transport within the system and the elimination of chemical cleaning during the plant life. There are risks too, mainly:
• Corrosion by low level sulphates and chlorides leading to hydrogen damage.
• Corrosion by contaminants from condenser leakage.
Raw water quality
The two stations have widely differing raw water qualities. Lough Ree water is drawn from a limestone borehole drilled about 50 m deep, while West Offaly’s water source is the River Shannon. The main difference is that the water at Lough Ree was essentially free of organic material while that at West Offaly contained quite a large element of organic matter
(Table 1). Furthermore ESB had thoroughly investigated both waters, which revealed that the organic material at West Offaly was
quite complex, containing a significant polysaccharide content. This material is not readily removed using normal ion exchange treatment. It had long been known that the water at Lough Ree (also known as Lanesborough power station) had produced excellent make-up water for a long period of time using conventional ion exchange plant. The water at West Offaly had never been satisfactory using techniques such as conventional ion exchange, flocculation and organic scavenging.
Condensate polishing
As mentioned, sulphate and chloride levels are absolutely critical to the achievement of safe operation of oxygenated treatment. In any water cooled power plant there are two sources of such contaminants:
• Leakage from conventional ion exchange plant
• Ingress of cooling water to the cycle system
Experience has shown that even with the best designed condensers and the best of materials, titanium and stainless steel for instance, given the multiplicity of tubes in a modern condenser leaks can and do occur and unless there is protection against it oxygenated treatment as
a cycle chemistry option could be a risky proposition. Because of this EPRI recommendations suggest that the better option is to use a deep bed condensate polisher of mixed bed type with thorough resin separation prior to the resin regeneration process. In the 1960s and 1970s conventional wisdom with condensate polishing suggested that conventional mixed bed technology as then practiced using either in situ or external regeneration was adequate for power plant.
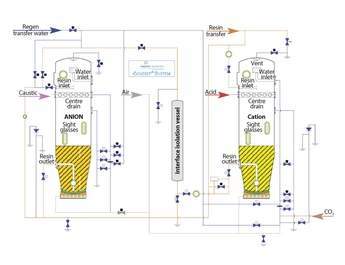
However a number of turbine failures occurred in both the UK and USA arising from sulphuric acid and sodium bisulphate leakage from conventional polishers. This leakage certainly occurred because of unavoidable resin cross contamination which arises during regeneration of conventional mixed beds. These failures led to the development of separation methodology for mixed bed condensate polisher regeneration. In this area several technologies were developed and among them was that developed by NEI Kennicott in the early 1970s and known universally as ‘CONESEP®’ (Figure 1). The essential features of the polisher service and regenerator units installed at both power stations are shown in Figures 2 and 3.
Briefly, the CONESEP regeneration system, of which ESB had had very favourable experience (with an early version) at its Aghada power plant, operates as follows:
1. The resin mix of cation and anion resins is hydraulically transferred from the service vessel to the anion regeneration/separation unit.
2. Within this unit the resins are cleaned by repeated ‘air bump rinse out’ operations.
3. When resin clean is finished, backwashing takes place to create initial separation.
4. The cationic resin fraction is displaced from the anion regeneration/separation vessel to the cation regeneration/mix and hold vessel, where separation is assisted by the conical shape. A conductivity meter detects the emergence of anion resins, which is sometimes assisted by use of CO2 injection. A secondary optical method of detection of the interface is carried out in parallel.
5. Once detected, the transfer of resin is halted and the resin within the intermediate pipe is transferred to the interface isolation vessel then sent to the anion regeneration/separation vessel at the next regeneration
6. The respective anionic and cationic resins are regenerated with appropriate quantities of caustic soda and sulphuric acid. A secondary separation occurs as part of the anion resin regeneration sequence to minimise cation-
in-anion-resin cross contamination.
7. The anionic fraction is transferred to the cation regeneration/mix and hold vessel where the resins are mixed, rinsed and held until required for service and transferred to the service vessel.
Ammonia form of condensate polishing
Most condensate polishers run with the cation function exchanging hydrogen for contaminant cations such as sodium. For this reaction the kinetics are reasonably favourable and, for long run lengths, polishers have been reliable in coping with mild leakage. Ammonia is used as a conditioner in most steam cycles and this ammonia will inevitably saturate the capacity of a cationic resin and eventually break through. Ammonia is not a contaminant but the ability of a cation exchange resin to exchange ammonium ions [NH4+] for other cations is less favourable than its ability to exchange hydrogen [H+] for these cations. A further complication arises from the conventional chemistry used within steam water cycles employing reducing systems, in that such systems usually operated at a pH of 9.3-9.4. Attempting to run a mixed bed polisher with its cation exchange resin in the ammonium form would certainly increase chloride and sulphate leakage from the anion fraction.
However it has been widely reported that by reducing pH to around 9.0-9.1 eliminates increased anionic leakage. Furthermore using oxygenated treatment it has been noted that iron transport is lower at this lower pH. In point of fact the cycle pH could be safely reduced to 8.9. To overcome the cation kinetic shortfall conventional wisdom suggests that a cation to anion volume ration of 2:1 should prevail and that the anion volume should be such that the cycle flowrate should not exceed 200 bed volumes per hour.
The main advantage in running condensate polishers in ammonia form is that in the absence of significant condenser leakage, the regeneration frequency is significantly reduced, with runs between regenerations of 18-24 weeks readily achievable. There is however one other limitation which should be mentioned. Sulphuric acid and not hydrochloric acid should be used for regeneration of cation exchange resins within the polisher as otherwise chloride leakage will be such as to render the use of oxygenated treatment risky. To put it another way it is not possible to rinse a cation resin regenerated with hydrochloric acid to a level where the resultant chloride leakage will be sufficiently low for oxygenated treatment.
Demineralisation plants
Lough Ree Power
From the analysis shown in Table 1 it can be seen that this water is a natural choice for conventional ion exchange technology from which one could reasonably expect a good quality water for boiler makeup. The client took the view that to use a reverse osmosis plant on this water would be risky without pre-softening and that the use of such equipment would have added greatly to flow inflexibility. For these reasons a conventional plant was chosen comprising pre-filtration, cations (2), degasser, anions (2) and mixed bed.
This plant functions essentially as 100% duty/standby cation-anion units with shared degasser and polishing mixed bed. It operates on the Rohm & Haas Amberpack® principle. In this system the service water flows upward through the resin beds and the regeneration process is downwards.
West Offaly Power
While the plant at Lough Ree was a straightforward matter, that at West Offaly (also known as Shannonbridge) was not. It had long been known that water from the river Shannon had a high organic matter content and that various techniques for treating this water had proven unsatisfactory. Analysis reveals that this water is quite hard and this factor, taken together with the high level of organic matter, implies that a successful approach to design would need to be very cautious.
The organic material at this plant was always likely to prove difficult. It should be stated that in reporting of organic matter content, various indicators have over the years been reported, such as organic acidity (OA), permanganate value, and recently, total organic carbon (TOC). Each of these approaches suffer seriously from a one size fits all approach in that organic matter in natural waters contains many diverse compounds with differing behaviours. To better understand the behaviour of organic matter in the water treatment process and in the steam-water cycle it is necessary to be able to characterise qualitatively the TOC and its constituent compounds present in the raw water, drum, steam and condensate. The technique developed by a German laboratory, DOC-Labor in Karlsruhe, (which uses size exclusion chromatography coupled to an infrared carbon detector, referred to as the liquid chromatography – organic carbon detection, LC-OCD, system) is one method that has the capability of achieving this. In a careful study carried out within ESB in 2000, Lyons & Bane completed a survey of organic behaviour within five ESB power stations, including the waters for the facilities where both new treatment plants were to be located. An organic analysis of this study carried out by DOC Labor indicated that to deal successfully with the organic matter at West Offaly (aka Shannonbridge), one would have to consider only three techniques, namely:
• Flocculation using an adequate clarifier
• An organic scavenger run at low flowrate
• A membrane.
ESB did not want to use flocculation as this would have certainly necessitated a manually operated process. Shannonbridge station had up to that point operated organic scavengers regenerated using purchased premixed 5% caustic w/w and 25% brine w/w solutions. This technique together with a stage of reverse osmosis plant was chosen. The reverse osmosis plant was sized to deliver permeate at 33 m3 per hour. It was considered too risky to use anti-scalant chemicals for precipitation prevention within the membrane. In addition the pH from a caustic brine regenerated organic scavenger was likely to be quite high and would require considerable acidification prior to membrane entry. To overcome this it was decided to use a standard weakly acidic cation unit as part of the pre-treatment. The composition of the plant that finally emerged therefore was dual media filters (2), WACs (2), degasser, organic scavengers (2), reverse osmosis (1), mixed bed(1). (See Figures 4 and 5).
Commissioning
Both plants were commissioned in late 2004, with the following noteworthy features.
The condensate polisher service units were initially charged with old resins and the units were used as filters during initial cleanup. This is a very useful and profitable function for which a polishing unit can be employed initially as it shortens the cleanup to a few days when it would otherwise take several weeks. It should be appreciated that every power plant when constructed contains quite an amount of contaminating material. To expect the system to be initially clean is unrealistic. Cleanup was shortened to about one week and then the units were charged. The EPC contractor on site was not keen on either ammonia form running, or oxygenated treatment. However after some months of running, both plants were placed on oxygenated treatment with satisfactory results.
The makeup at Lough Ree showed a problem with the anion unit in that its initial conductivity was high. The reason was eventually traced to organic fouling caused by contamination of boreholes on site before and during commissioning. When the resins were cleaned and the borehole fully purged, the anion unit resumed a conductivity of around 0.3 µS/cm at 25°C. The mixed bed performed satisfactorily with silica of < 5 ppb as SiO2 and a conductivity of 0.07 µS/cm at 25°C UPW.
The make-up at West Offaly performed satisfactorily during commissioning. The EPC contractor on site was anxious to test pre-filtration flocculation. However the tests proved disappointing and were subsequently abandoned as the membrane on the RO unit became fouled with iron and had to be cleaned. The result of this was exactly in line with client expectations from flocculation of this water. Apart from this the RO permeate conductivity was normally about 2-3 µS/cm at 25°C and that for the mixed bed was around 0.07 µS/cm at 25°C UPW. It should also be noted that on several occasions the influent to the RO plant was checked several times for calcium scaling potential and found satisfactory.
Operating experience
Following commissioning both plants were carefully monitored by the operator. The results have so far been excellent. At Lough Ree Power there have been no breakthroughs of silica and the plant has readily achieved its output. At West Offaly Power it is noted that the RO plant is temperature sensitive and requires cleaning about twice per year to maintain adequate permeate flow. It is generally expected that membranes will be replaced there in the current year.
The cycle chemistry at both stations is monitored by on-line ion chromatography. By November 2007 running had been for over a year with oxygenated treatment and the results shown in Table 2 are consistently and continuously demonstrable with ammonia form running.
In July 2006 Dr J Lyons, the chemical manager for both plants, commissioned a report from DOC Labor (carried out by Dr Stefan Huber) to see how both plants and in particular West Offaly were coping with organic material. The report concluded that:
“As far as organic matter (OM) is concerned, both of natural (NOM) or synthetic origin (SOM), all waters are of very high purity with TOC-values between 25 ppb and 50 ppb.
The differences between WOP train and LRP train are minute. At the time of sampling the WOP make-up water plant performed slightly better due to lower amounts in LMW-neutrals compared to LRP make-up water.
In general, steam condensates in WSCs should be much lower in TOC due to cracking and/or enrichment of organics in the drum. However, due to the high purity of the makeup waters ‘nothing’ was enriched in the drum. In may be speculated that the slightly higher values for the LRP drum (33 ppb versus 27 ppb) may reflect the slightly lower makeup water quality (46 ppb versus 24 ppb). In respect to organics, acid (cation) conductivities should be well below 0.1 µS / cm.”
In fact the conductivities of the waters are well below 0.1 µS/cm (at 25°C UPW). Given the experience at Shannonbridge the results are particularly gratifying. It is therefore expected that the standards set at both stations should lead to many years of trouble free running.




