MHI's G2 and G1 gas turbines take advanced features intended for the company's H technology and apply them to G machines, with steam cooling extended to turbine blade rings but not to any rotating parts. The result is upgraded G gas turbines, with performance close to H levels, but relying on proven air-cooling for blades and vanes, in the interests of robustness and reliability.
The two biggest benefits of applying advanced gas turbine technologies in combined cycle power plants are the substantial savings in fuel costs, and lower emissions. However, it is essential that the new technologies deliver good durability and reliability levels. In order to achieve those benefits, manufacturers often resort to a combination of higher pressure ratios in the compressor, higher combustor exit temperatures, new materials and coatings, etc.
It is particularly challenging to establish durability and reliability when there are simultaneous changes in design, material and temperature regimes, especially the synergistic effects that affect durability and long-term reliability. Those effects cannot be accurately quantified from analytical predictions alone. For these reasons, Mitsubishi has applied a conservative approach to introducing and/or upgrading with advanced technology.
A good way to illustrate this is the general design layout of the rotor structure, which is common across Mitsubishi’s F, G and H gas turbines, including common design features and materials for disks and hot components
The advantage of this approach is the ability to compare and benchmark the predicted stress and temperatures with known baseline experience. Furthermore, a conscientious effort is made to maintain conditions within the frame of demonstrated material, stress, temperature regimes and field experience.
An important development in large advanced industrial gas turbines is the application of closed-loop cooling steam to cool hot components. Since 1997, Mitsubishi’s G series gas turbines have applied this approach for cooling the combustor walls.
The use of cooling-steam is attractive due to its higher heat capacity, as compared to air. When it is used as a cooling medium, there is more efficient heat exchange between the hot metal surfaces and the cooling-steam medium. The net effect of such heat exchange is an increase in enthalpy of the steam, which is similar to the heat exchange occurring in a reheat boiler. This additional heat in the steam is utilised in the bottoming cycle for producing additional work. Another advantage of the closed loop cooling-steam is that there is no discharge of the coolant into the hot combustion gas stream. The general pressures and temperatures at the exit of the steam-cooled hardware are therefore greater, as compared to an air-cooled component and there is greater energy available to generate power.
At the time of writing, the cumulative operation time on Mitsubishi’s G gas turbines was over 160 000 hours on 18 gas turbines in combined cycle power plants in Japan, the Philippines and the USA, operating in a wide range of conditions, from hot tropical conditions, to cold winters in New England. The reliability of the steam cooled combustor walls in the G gas turbines has been very good and Mitsubishi has gradually expanded the use of steam cooling in the upgraded versions of the G, the G1 and G2. These incorporate a number of advanced features developed for the H, but not steam cooling of rotating parts.
In Mitsubishi’s H gas turbine the steam cooling was extended to both stationary and rotating parts. The development programme has been completed but the commercial introduction of the H gas turbine was delayed due to market demand.
The M701G2 gas turbine
The M701G2 is currently Mitsubishi’s most advanced commercial offering for the 50Hz market, and it has almost the same equivalent output and thermal efficiency as an H class gas turbine, but with less application of steam-cooling than the H.
The advanced axial flow compressor has 14 stages, less than the 701G, but provides a 21:1 pressure ratio, increasing mass flow by 15%.
As with previous Mitsubishi gas turbines, the rotor is of bolted construction. There are 12 bolts in the compressor and 12 in the turbine in conjunction with positive torque carrying features such as radial pins, and curvic couplings, respectively. The rotor is supported by two 23in diameter two-element tilting pad bearings, and an upper half fixed bearing. The thrust bearing is a double-acting bearing that uses the Leading Edge Groove lubrication system.
There are four stages in the turbine so as to maintain moderate aerodynamic loadings even at the increased firing temperature and pressure ratio, as in the case of all Mitsubishi large frame industrial gas turbines. All engine casings are horizontally split so as to facilitate maintenance with the rotor in place, and use the same proven design construction and materials as before. The inlet casing is made of nodular cast iron, while cast steel is used for the casings in the compressor, combustor, turbine and exhaust casings. The inlet bearing housing is supported on eight radial struts. The aft end bearing housing is supported with six tangential struts. Airfoil shaped covers protect the tangential struts from the blade path gases, and support the inner and outer diffuser cones. Tangential struts respond slowly during transients and maintain the alignment of the bearing housing by rotating it as required to accommodate the thermal expansion. Individual inner casings (blade rings) are used for each turbine stationary stage. The blade rings can be readily removed and replaced or serviced with the rotor in place. Similar blade rings are used in the compressor later stages (six to fourteen). Another feature of these blade rings is that they have a high thermal response that is independent of the outer casing. The function of the blade rings is to maintain concentric alignment of the rotor, prevent blade rubs, minimise clearance between blades and casing – resulting in improved performance.
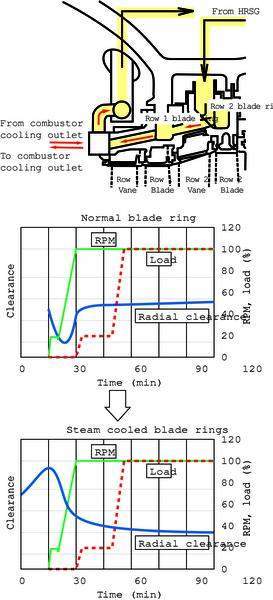
An advanced feature of the M701G2 is that steam cooling is applied to the row 1 and 2 turbine blade rings. During start-up, the steam has the effect of heating the blade rings and enlarging them. But at rated load the steam has the effect of cooling the rings relative to its surroundings, establishing appropriate clearance. This concept is called Active Clearance Control.
The air cooling circuits for the M701G2 are similar to those used on the M501F and M701F, with one rotor cooling circuit and four stationary cooling circuits. Rotor cooling air is provided by compressor discharge air extracted from the combustor shell. This air is externally cooled before returning to the torque tube casing for the seal air supply and for cooling of the turbine discs as well as the first, second, and third stage turbine rotor blades. This externally cooled air passes through a cyclone particle separator, which provides a blanket of cooling air below the hot blade path gaseous layer.
Compressor discharge air is directly used to cool the row 1 vane, while the bleed air also cools the stage 2 and 3 vane segments and rotor disks and interstage seal flow, and stage 2 and 3 ring segments.
The closed-loop steam used for cooling the turbine blade rings and the combustor transition piece is supplied from the HRSG, and subsequently returned to it after cooling. The combustor is based on the successful pre-mix dry low NOx combustor developed for the M501F/M701F. This combustor operates at 15 ppm NOx at 1400°C (2552°F) turbine inlet temperature and to achieve 15 ppm NOx, the, flame temperature has to be kept in the range 1500-1600°C. The M701G and M701G2 combustors use steam cooling for the transition piece to achieve a similar NOx reduction at the higher firing temperature. By eliminating the transition cooling air, virtually all the combustion air is introduced into the primary zone of the combustor thus maintaining a flame temperature similar to the F class machines.
Improvements in aerodynamic airfoil shapes were achieved using fully three-dimensional viscous Euler analysis. This approach assures that the turbine has the highest practical aerodynamic efficiency, with the least cooling flow usage. There are 15% fewer airfoils compared to the M701F. The first two turbine blade rows are unshrouded. The third and fourth rows of blades are shrouded, as in the M701F.
The table below shows materials used in the turbine vanes and blades of the M701F and M701G2:
The row 1 vane cooling is provided by impingement convection and film cooling. The film cooling holes are fan shaped and both the airfoil and shrouds are coated with a ceramic thermal barrier coating. This highly effective configuration uses three impingement inserts in combination with an array of film cooling holes and a trailing edge pin fin system. Film cooling is used at the leading edge as well as at selected pressure and suction side locations. This limits vane wall thermal gradients and external surface temperatures. Particular attention is paid to the inner and outer shrouds because of the relatively flat temperature profile from the dry low NOx combustor. Cooling of shrouds is provided by impingement plates and film cooling as well as convection cooling via drilled holes.
The row 1 blade cooling consists of convectional serpentine cooling with angled tabulators. The film cooling uses fan shaped cooling holes for more effective cooling. The blade also features extensive film cooling at the tip to reduce the metal temperature of squealer tip and platform cooling holes to positively cool the inner platforms. The airfoil is also coated with a thermal barrier coating.
Blade and vane cooling flows have been kept to a minimum while maintaining similar metal surface temperatures to those of the M701F.
These advanced turbine cooling schemes have been developed through heat transfer model tests and cooled turbine hot cascade tests. Those were also verified through a high temperature demonstration unit by testing scaled-down turbine airfoils at actual operating temperature.
The row 2 vane is cooled by a combination of impingement cooling via the inserts and film cooling using fan shaped cooling holes. With the row 1 vane, intensive cooling schemes were developed for the inner and outer shrouds using impingement and convection cooling.
The row 2 blade is cooled by convection, with no film cooling. The airfoil is also coated with a thermal barrier coating. The row 3 blade cooling is unique in that it positively cools the blade tip shroud. Because of the flatter (or relatively flat) profile from the combustor, it was decided to allow for additional cooling of the tip shroud. Compressor bleed air from the eighth stage is used to supply cooling air to the third-stage blade ring cavity. Cooling air is directed to the inlet cavity of the five-cavity multipass convective cooled vane airfoil. Leading edge cavity flow also supplies the interstage seal and cooling system while the fifth pass cavity exits at pressure side “holes” on the vane surface near the trailing edge. The fourth-stage vane is not cooled but does transport fifth-stage compressor bleed air for the fourth-row interstage seal and cooling system. The cooling system maintains the NiCrMoV turbine disk temperatures below 400°C (752°F), which ensures the safe operation of the disks below the creep range, thereby assuring long service life.
Performance confirmed
To confirm the performance and the reliability of the M701G2, factory load testing was conducted in April and May 2002 at the Takasago Machinery Works factory load test facility.
Over 1800 points were monitored with special sensors. The test results confirmed that the performance, reliability and start-up characteristics of the compressor scaled accurately from the M501H gas turbine. Blade vibration stress was measured using optical fibre sensors, and found to track the predicted values, thus assuring reliability.
Five orders for the M701G2 machine have now been booked. This includes three for a plant in Kawasaki City, Kanagawa Prefecture, Japan. This 1500MWe station will consist of three single-shaft combined cycle power blocks, with unfired heat recovery steam generators. The plant is now under construction, with operation of the first block scheduled for July 2007 and full combined cycle plant operation planned for July 2009.
The M501G1
A version of the G2, with the same combustor and turbine section as the M701G2, but with steam cooling of the row 1 blade ring, rather than both the row 1 and 2 blade rings, has been developed for the 60 Hz market. This machine, called the M501G1, uses the same 20:1 compressor as the M501G.
Also, Mitsubishi’s scaling philosophy uses the same turbine airfoils for rows 1 and 2 of both the 50Hz and 60Hz machines (ie the same respective combustor, blade and vane geometries for the M501G and M701G).
In the middle of 2003 a M501G1 gas turbine replaced the M501G at Mitsubishi’s T-Point combined cycle power plant for long term reliability verification tests.
Orders for 12 of these M501G1 machines have been booked so far.
TablesPerformance summary of Mitsubishi gas turbines Materials used in M701F3 & M701G2 Basic comparison of M701G and M701G2