Where does Index Testing fit in for Kaplan turbines? The possibilities for live, automated tests are discussed by Douglas J Albright
Kaplan turbines have variable-pitch blades, which are adjustable in order to get the maximum turbine operating efficiency across a wide power range. The standard display of a Kaplan 3-D cam surface is shown in Figure 1. It shows the relationship of head and gate stroke to blade stroke at seven different operating head levels in Cartesian coordinates, with gate stroke as the X-axis, and blade stroke as the Y-axis.
The proper gate to blade relationship to obtain optimum performance from a Kaplan turbine is defined by index testing. The data for index testing are used to tune-up the 3-D cam surface to maximize power and efficiency at a given flow rate.
The variable gate and blade geometries of a Kaplan turbine provide an infinite combination of gate and blade positions that will produce the desired power level. It is the task of the turbine test engineer to identify the head and gate to blade relationship that will achieve optimum performance by index testing, and programme these data into the turbine blade control system 3-D cam.
In a typical Kaplan turbine control system, the gross head and gate position are input to the 3-D cam, and the output is the ‘ideal blade angle’ that is the input setpoint to the hydraulic amplifier that moves the blades.
Turbine efficiency is affected by the accuracy and robustness of the cam surface profile and hydraulic amplifier performance. Model test data are used to determine the initial cam surface, and in tests ‘net head’ is generally used for the 3D data maps. Prototype units generally use ‘gross head’ as input to the 3D Cam function.
Scaling factors and manufacturing tolerances between the model and prototype turbines, variations in the turbine setting, and years of wear and tear on the machine can alter the actual optimum cam profile for a Kaplan turbine.
Turbines should be index tested immediately upon commissioning in order to correct for scaling factors and variations in the turbine setting. The model test data that are initially installed in the turbine’s 3-D cam is only an approximation of the optimum cam surface that the full-size prototype really needs. Only through index testing can the actual optimum surface be defined and the maximum efficiency of the turbine realised.
There are two chief benefits of index testing:
1. Index test results are used to define a new optimal 3-D cam surface profile for the turbine blade control system to get maximum operating efficiency from the unit; and
2. Index test results are performance benchmarks against which subsequent index test results can be compared to provide ‘trending’ information that will help determine proper dewatered maintenance intervals, but only on the same turbine.
It is meaningless to compare index test results between turbines, except to only note similarities. Index testing defines the exact differences between the prototype and the model test to optimise each unit, and those differences between units in a powerhouse can be significant.
Planning numbers for the index testing of a turbine that has never been previously index tested would suggest a 2%-3% increase in turbine efficiency. In practice, some turbines will improve more than this range, some less, but without checking nobody knows for sure.
Classical fixed blades, moving gates test
In the classic index test method, the turbine’s blades are held at the same stroke or pitch angle, while the gates are incrementally swept across the On-Cam line. At each gate stroke, data are collected to measure operating efficiency. This is done for several different head and gate to blade combinations to define the new optimum cam surface.
Turbine efficiency tests are described in detail in ASME PTC-18 Power Test Code. Tests in this manual are designed to cover normal turbine testing requirements, ranging from the absolute-flow measuring ‘code acceptable’, which is used to verify contract guarantees, to the relative-flow ‘index test’, that will determine the optimum blade positions relative to head and gate without measuring flow in absolute terms.
However, traditional index test methods are time consuming and must be run under special conditions: usually by blocking the blades in position and varying the gates across a number of positions, measuring flow and power and then plotting the data to determine the turbine propeller efficiency curve. The procedure is repeated for different blade settings to obtain sufficient efficiency data to define the optimum cam curve.
To fully map the 3-D cam surface, the procedure should be repeated at three or more different heads across the turbine design’s head range. But this is rarely possible because the range of heads doesn’t normally occur within a relatively short time period.
Field test data are dependant on existing head and tailwater availability.
The classical method of index testing turbines can therefore be difficult and tedious, due to: positioning and making measurements of a variety of gate and blade positions; coordinating power level changes with the dispatcher or control room; and, monitoring the effects of the varying flow rate on forebay and tailwater levels.
New Constant Power Method
In 1985, a patent was awarded for an Automatic Index Test Box for Kaplan turbines to the author and George H. Mittendorf Jr., as co-inventors. Our then employer, Woodward Governor Co, purchased the commercial rights to the patent.
The patent describes a “Method and apparatus for automatically determining the set of optimal operating angles for the variable pitch blades of a Kaplan-type turbine which has moveable gates that are controlled by a governor, and an electronic 3-D cam.” Broadly, the following steps are used do this:
1. Use the governor to control the gates and so maintain the turbine at a predetermined setpoint power generation level. When the blades are moved off-cam, the governor resets power back to the load-setpoint by moving the gates.
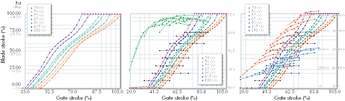
2. Using two degrees of freedom – both gates and blades, the generation feedback governor transcribes a curve along the constant power axis of the turbine if the blades are swept and the gates are controlled by a load-feedback governor that is holding the power constant. The power (red lines) and flow (blue lines) are flat across the test range of gates and blades because the governor is holding power constant, and the flow dips noticeably when the turbine is operating at peak efficiency, causing a dip in flow rate at the peak efficiency gate to blade relationship.
3. When evaluation of the measured data indicates that the turbine is in a steady-state condition, on-cam values of particular operating parameters of the turbine are measured and recorded.
4. During the test sequence the blades are moved through a series of incremental off-cam variations in pitch.
5. Following each incremental pitch variation of the blades, the governor repositions the gates to return the turbine output to the predetermined setpoint power generation level.
6. The operation of the turbine is again monitored to detect steady state operation. When steady state is detected, values of particular operating parameters are measured at the new gate-blade operating point.
7. The efficiency value is computed for each of the measured operating points.
8. Values are normalised for slight variations of head to a common head using the ASME PTC-18 technique (ref: ASME PTC 18-2002, Hydraulic Turbines and Pump turbines, Performance Test Codes, paragraph 5,2,1, page 70).
9. Efficiency values of these points are then compared to identify a peak efficiency value and two decreasing efficiency values in either direction perpendicular to the on-cam line.
10. The data are stored and the ITB releases the blades to normal operation.
This Constant Power method depends on the availability, robustness and accuracy of a load-feedback governor controlling the gates of the turbine. Before index testing a hydroelectric unit, a few tests should be made to check out control system performance. The ITB has features to assist with the pre-index tests. Both steady state accuracy and dynamic robustness of a unit can be quickly checked and verified. Check procedures are as follows:
1. With the unit in a dewatered condition, full stroke and linearity of gates and blades are visually verified with protractors mounted on wicket gate shaft(s) and the blade protractor on the oil head.
2. Instrumentation inputs to the data recorders are calibrated with high- and low-end measurements, and then a few data points are taken across the span of the measured parameter to double-check the calibrations.
3. Differential pressures across gate and blade servos while the units are operated are monitored and recorded to verify that gate and blade servo loading are properly oriented. The units must be brought to a safe operating condition in the event of a catastrophic control system failure such as a linkage pin breaking off or loss of oil pressure to the servos. Properly engineered hydro servomechanisms do this.
4. A strip chart recorder is provided that can be started and stopped by internal triggering on the movements of the collected data. The triggering makes it handy to perform the tests prescribed in the ASME PTC–29.
Testing in accordance with industry performance standards will assure the turbine gates and blades can be positioned accurately enough to realise the economic benefits of index testing. Nominal positioning accuracies of 0.1 percent gate stroke span and 1.0 percent of blade motion span are recommended by the IEEE Standards, Std-125 & Std-1207.
ASME PTC-29 provides the industry-accepted test procedures for ‘code tests’, to verify that the contract guarantees are met. Bonuses and penalties prescribed in contracts are administered using the ASME procedures and IEEE Std-125 tolerance standards.
ITB Field Tests
In 1985, the ITB Field Test at Clarence Cannon dam, in Missouri, was the first demonstration of the Constant Power technique on a Kaplan turbine index test.
The ITB field test was scheduled to run concurrently with acceptance tests scheduled for two new hydroelectric units (one Kaplan and one Francis), within a month after the water had reached the nominal level behind the new dam. The powerplant was just being brought into service, which prompted index tests on the two turbines to verify they met the contract guarantees before the US Army Corps of Engineers (USACE) would sign off on the final payments on the contracts, or decide to assess penalties for less than guaranteed efficiencies.
The ITB has an automatic efficiency peak-seeking algorithm, which works as follows: after three or more data points have been captured, the points are compared to see an efficiency decrease of 0.5% or more for each step away from the On-Cam line.
After two successive 0.5% decreases, the program returns the blades to the On-Cam position, retests at the On-Cam position, and then starts stepping in 5% increments and capturing more data points on the other side of the On-Cam line, repeating the efficiency seeking process with data from both sides of the On-Cam line. When successive decreases of 0.5% are seen on both sides, the process is complete.
The data for 54, 80, 88 and 100% power levels are shown on Figure 4. Because the flow remained mostly constant, there was much less sloshing of forebay and tailwater levels caused by wide swings in flow. This allows the testing to run very quickly. To identify the new Optimum Cam Line from these data, a line is dropped from the peak of the efficiency curves to the gate vs. blade curve. The optimum point for the 3-D cam profile is at the intersect of this dropped line to the gate vs. blade curve.
Results of the two tests (classical and ITB) indicated the same conclusion. They both show a 0.75% efficiency increase would result from raising the blades 10%, relative to gates.
Next test was in Portland
After the test, in March 1986, Lee Sheldon and Doug Seely from Bonneville Power Administration (BPA) came to Rockford to see the ITB. They liked what they saw, and purchased an ITB from Woodward’s hydro division, in 1987. The ITB worked as required, according to the engineers from BPA, Portland General Electric (PGE) and Woodward.
As a result of the BPA-funded demonstration at PGE’s Portland Hydro Plant-02 (PHP-2), in June 1986, BPA also offered to provide ITBs and Woodward 3-D cams for Kaplan turbines to USACE. However, USACE declined the offer and instead built its own electronic 3-D cams and sought to make its own index test box.
Woodward’s ITB was subsequently moved to Wells dam on the Columbia river for the next test, but due to unforeseen complications that prevented successful testing and a lack of engineering resources to deal with them, the project stalled and ultimately died out. Not long after, USACE’s own work on a separate index test box project also ended.
Since that period, the automatic ITB for Kaplan turbines fell into obscurity, a patented technological novelty. Then, 17 years later, after the original patent expired, USACE contacted the author to get another ITB.
Latest developments
A new, updated ITB was sold to USACE in 2004, and successfully demonstrated at McNary Dam in December 2005, and again at Ice Harbor Dam in February 2006. Based on these successes, USACE has initiated another internal project to develop its own system for the government sector.
The author’s own business, Actuation Test Equipment Co, is presently in negotiations with a turbine controls company, a major power utility and the Department Of Energy Oak Ridge National Laboratory to put a project together for another field test. The proposed tests would be on a trio of bulb turbines with individual optimisation of the 3-D cam surfaces of each, and joint load control and optimisation of the units as a group.
The best/easiest installation of an ITB would be into a power plant with a complete SCADA system in place that can provide forebay, tailwater, gate, blade and power signals over an Ethernet, RS-232, RS-485, Modbus, HP Bus or any other standard digital communication interface.
Flow signal can come from a Winter Kennedy transducer, pitot-reference tube transducer or any other signal relative to flow, external instruments or a digital bus. The new instrument has added features to facilitate ASME/IEEE performance standards in order to assure that the benefits of index testing will be realised.
The ITB system can utilise off-the-shelf computer hardware and mostly standard software, except for the ITB custom application program written in Visual Basic. The software is based on the author’s copyrighted, ‘pre-existent’ algorithmic coding and is also based on research that drew upon various software techniques and procedures including statistical software coding, linear regression and graphing.
With Actuation Test Equipment Co’s ITB being as a proven instrument capable of unattended index testing of Kaplan turbines, and while the author is also in negotiations for use of the new and updated version of the system, it can also be made available to other, interested parties in the home market in North America as well as internationally. The source code may also be made available for licensing with geographical restrictions through agreements that could either provide bespoke ITBs customised to customer needs or permit customers to further develop the program for their specific needs.
For further information contact the author, Douglas J Albright, President, Actuation Test Equipment Co (ATECo), on tel: +1-815-335-1143 or email: DudleyDevices@aol.com