A user’s guide to available level measurement and alarm technologies for coal-handling and fly ash disposal operations.
Over the years a number of different level sensing technologies have proved them-selves to be viable solutions for the range of applications found in coal-fired electric power plants. Because of the different coal-handling processes that exist within a single power facility, along with the varying, often extreme, operating conditions that can be found, no single technology is best suited for every application.
Point level versus continuous
Regardless of application, there are two major classifications of level measurement instrum-entation – point level and continuous level measurement.
Point level (on/off) measurement indicates the absence or presence of material whether within a surge bin, or storage silo, or on a conveyor belt. A point level switch is used as a high and low level indicator, as spill prevention, and to turn pumps and conveyors on or off.
Continuous level (prop-ortional) measurement indicates the level in a storage vessel or bin over the full span of measurement. These devices are used typically for process control and inventory management.
Technology choices
The technologies used to measure level are affected, in different ways, by the varying process conditions. The following briefly describes the different technologies commonly used in a typical coal-handling facility and coal-fired power plant
• ‘RF admittance’ employs a radio frequency signal. A change in RF admittance indicates either the presence or absence of material or how much material is in contact with the sensor, making it highly versatile and a good choice for a wide range of conditions and materials for point or continuous level measurement.
• Radar methods utilise ‘frequency modulated continuous wave’ (FMCW) through-air transmission that allows for accurate non-contact reading of reflected electromagnetic signals.
• Vibration technology utilises a rod or fork vibrating at a fixed frequency. When the fork is covered in material, the frequency shifts. This frequency shift is detected by an internal oscillator and converted into a switching command.
• Ultrasonic (point level) measurement electronically resonates a crystal at a fixed frequency to generate sound waves that travel across an air gap to a second crystal. As the gap between the two crystals fills, the second crystal begins to resonate with the first.
• Ultrasonic (continuous level) measurement uses a transmitter to generate an ultrasonic pulse and measures the time it takes for a reflected signal to return to the transducer to determine the level.
• Time domain reflectometry (TDR) takes a highly focused electronic wave guided by a metallic rod or flexible cable to the surface of a liquid and reflects it back along the rod or cable to determine the level.
Typical point level applications
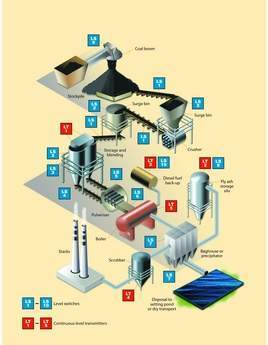
The lettering codes that appear in this section refer to the illustration on the previous page.
Empty belt detection (LS-1)
Coal is transported using conveyor belts. In order to ensure continuous operation, the belt should have coal on it at all times. A lack of coal would typically be caused by a blockage or plugging in the upstream process that needs correction. An RF sensor with a flexible tip is mounted above the belt and the flexible section rides on the coal. The sensor detects an absence of coal and initiates an alarm.
Plugged chute detector (LS-2)
Coal blocking a chute and backing up will cause in interruption in the process and possibly result in a material spill requiring clean up. A special RF sensor that mounts flush inside the chute wall is calibrated to be in the normal condition when coal is moving freely and provides an alarm when coal backs up in the chute, allowing the operator to take corrective action.
High-level alarms for silos, bunkers, and surge bins (LS-3)
Point level switches used for high level indication have two purposes. First, they provide an alarm to indicate when a silo or bin is full. The second function is to prevent overfilling, resulting in lost material, clean up, and in some cases, EPA fines. Often two switches are used for these purposes – one to indicate a high level condition and a second as a high-high indicator to prevent overfilling.
Low-level alarm (LS-4)
A low-level point switch provides indication of a vessel that is empty or almost empty. A low level switch will go into alarm condition when there is no material on the sensing element. Often these switches are positioned at a point in the silo or bin that will indicate when the level has reached a point containing enough material for one day’s usage or enough to supply the operation for the duration of the lead time required for refilling.
Heavy duty plugged chute alarm
– crushed coal (LS-5)
Here again, coal blocking a chute and backing up will cause an interruption in the process and possible cause material to spill. An RF sensor mounted inside the chute wall is calibrated to be in the normal condition when coal is flowing freely and provides an alarm when coal backs up in the chute.
High level alarm on pulveriser mill (LS-6)
Coal is feed into a pulveriser mill where it is ground into a fine powder to allow more efficient burning. The coal powder is typically blown from the pulveriser into the boiler furnace. An RF point level switch is mounted in the top of the mill to indicate a high level of coal. A high level indication allows the operator to manage the feed of coal into the pulveriser and reduces blockages and back ups caused by build up of excess coal.
Plugged chute (downcomer) alarm (LS-7)
The unique flush-mounted sensor design and rugged construction of the plugged chute detector makes it well suited for heavy granular materials such as coal. If material stops flowing due to plugging, the detector will go to alarm condition, alerting an operator.
Fly ash high level/low level (LS-8)
Electrostatic precipitators (ESP) or filter bags are used to remove particulate matter from stack gases exhausted from burning coal. This ash is collected in hoppers under the ESP or filter. The ash needs to be removed before it reaches a height that causes the ESP to short out or damage the filter bags.
An RF point level switch is mounted at a point below the ESP/filter to indicate when the ash needs to be removed. Another switch is often used to indicate a low ash condition when emptying. RF sensors are suitable for this very abrasive and hot environment, which can reach temperatures around 1500 ºF.
Sumps (LS-9)
Water and other chemicals are used to process coal to prepare it for the furnace. Jigs are used for washing the coal to separate the particles into different sizes. The flotation cell typically uses a water/alcohol mix to produce a froth which the coal particles accumulate in. The froth is then pulled off and sent to a centrifuge and dryer to recover the coal. The waste water /alcohol is collected in a sump. A high level switch is placed in the top of the sump to indicate when it is full.
Thermal dryer (LS-10)
After the flotation cell the coal is sent through a centrifuge and then into a dryer. A point level switch is mounted in the top of the dryer to indicate a full load and to show if the material is backing up due to a blockage.
High-level boom control (LS-11)
The coal boom conveyor deposits coal in piles in the coal yard. When the pile reaches the height of the boom, the boom is moved and starts a new pile. An RF point level switch mounted so the sensor is just below the boom indicates when the pile has reached the high point. This allows the operators to maximise stockpiling space in the coal yard.
Diesel fuel high-level alarm (LS-12)
Most power plants will have a back up fuel supply in case there is an interruption in the supply of the primary fuel. For coal-fired power plants, diesel oil is often used as the secondary fuel. Point level switches are used to indicate when the tank is full to prevent spilling. For diesel fuel either an RF point level switch or a vibration technology such as a tuning fork are suitable for high level.
High-level fly ash alarm (LS-13)
Fly ash is used as a filler in materials such as cement mixes so it is stored in silos after being removed from the precipitator or bag house and until it can be sold or sent for processing. A high-level switch is placed in the top of the silo to indicate when the silo is full and to prevent overfilling.
Typical continuous level applications
Continuous indication – sumps (LT-1)
These are mainly used for wash-down collection and disposal of wastes. Continuous level devices are used to monitor level and control pumps. Large sumps may utilise several pumps and allow the lead and lag pumps to be alternated to prevent premature wear. Sump contents are disposed of to collection basins and possibly treated if discharged to public waterways. Level measurement systems, whether contact or non-contact, must be able to ignore any build-up on sensors.
Continuous indication – coal (LT-2)
Continuous level systems are used to monitor oal storage and blending silos to ensure that enough coal is available to feed the power boilers. The blending of coals allows the power plant to feed its boilers with a mix of fuel that produces a constant BTU output.
Low BTU coal is blended with higher BTU coal in an effort to produce a constant output power level. Continuous level systems in coal silos must be mechanically strong to withstand the forces and abrasion from the coal. Non-contact systems must be able to read through the vapour and dust that may be in the headspace above the coal.
In bunkers and surge hoppers, the level indication also serves as an alternative means to indicate any upstream, or possibly down stream, blockages that can occur in conveying systems.
Coal silos, bunkers, and surge bins (LT-3)
Continuous level systems are used in storage silos to ensure that enough coal is available for the boilers for power generation needs. In bunkers and surge hoppers, the level measurement is used to control coal flow through the process and prevents overfilling or under filling at critical points in the process. This measurement also serves as an alternate means to indicate any upstream, or possibly down stream, blockages that can occur in coal conveying systems.
Continuous level – fly ash silo (LT-4)
As different types of coal are burned and the fly ash removed to storage silos, stratification occurs. The first few feet may be one type of ash, the next layer from a different coal/ash type. Each layer has a different dielectric constant and other characteristics. TDR technology has proven the best available technology for continuous level measurement in fly ash.
TDR technology is unaffected by differences in dielectric constants, dust conditions and most sensor coatings. However, not all TDR systems are equal. Many lack the sensitivity to measure the low dielectric values of fly ash. Many do not have a single cable sensor design or the ability to stand up to the mechanical forces and abrasion associated with fly ash. Lastly, fly ash can generate a high amount of electrostatic discharge (ESD). A suitable TDR system should be able to handle an ESD of several thousand volts.
Diesel fuel – back-up (LT-5)
Continuous level systems are used to ensure that the on-hand volume of fuel oil in storage is available for situations when the primary fuel source is interrupted.
Scrubber (LT-6)
Scrubber systems help to remove toxic gases such as sulphur doxide from the burnt coal exhaust prior to its being emitted into the atmosphere. This is primarily accomplished by washing the spent gases in a bath that contains neutralising agents.
Feed water heater (LT-7)
A continuous level device is used to ensure that enough feed water volume is in the boiler to aid in the removal and distribution of heat and prevent loss of water sufficient to lead to boiler burn out.
Sensor locations at a typical coal fired plant