What makes better economic sense, local monitoring and diagnostics, or remote? The authors evaluate a third solution – Alstom’s AMODIS, which combines on-site monitoring with remote support services.
An effective way of improving a plant’s competitive position, given the challenges of changing market conditions, is to maximise what is known about the plant’s past and current operational record, then use this knowledge to optimise its operation.
The key to maximising information about a plant is monitoring and diagnostics (M&D), which plays an important part in:
• Recognising degradation of machine components at an early stage in order to minimise risk of unplanned shutdowns and to extend the equipment’s overall lifetime.
• Gaining commercial availability by reducing the maintenance downtime through implementation of a predictive maintenance policy.
• Optimising asset performance in the context of the required operational regime.
Local and remote monitoring
Monitoring and diagnostics has developed in two different directions: local-to-plant monitoring for performance analysis and decision making support; and remote-from-plant monitoring by component experts dedicated to longer term diagnostic and early warning activities.
Alstom has developed an integrated system, AMODIS® (Figures 1 and 2) which allows the advantages of both approaches to be combined. It consists of a modular system at the power plant that can be configured to meet the plant’s specific monitoring and diagnostics requirements. It has been designed to provide a modular, fully integrated solution to maximise the benefit of plant monitoring and diagnostics. This starts with what is designed to be flexible and user-friendly on-site monitoring of all major plant components and extends to the monitoring at the service centre. Such fully integrated packages can only be offered reliably by a full service provider, and this package is unique in the power industry.
Typically, monitoring at plant level is broken down into individual components (eg boiler, gas turbine, generator, steam turbine) and processes (eg plant performance, vibration assessment, creep and fatigue analysis).
All the Amodis M&D modules have Alstom OEM knowledge embedded, and use this to process high volumes of data and consolidate the information which is then presented in customised screens in a single display client to support plant staff in performance analysis, condition assessment and decision making.
However, a deeper assessment of general plant data and the output of the specialist modules, both for short term troubleshooting and longer term prognostics, requires extensive knowledge of the whole ‘domain’. It is therefore essential that personnel not located at the site can support the M&D activities at a plant. Prerequisites for such support are secure access to data as well as the ability to carry out additional data processing on downloaded data for further analysis on a regular or event basis at a remote support centre.
Support can be provided on a current problem, to assess the performance of the plant, to assist with maintenance strategies or to apply more advanced early warning techniques to mitigate commercial risks.
For security purposes all data transmitted to Alstom is stored in a central database accessible only to authorised employees: and advanced software tools for analysis of the returned data have been designed to be used and interpreted by power plant component experts.
Concept of the value of risk
Evaluating and mitigating risk
A common method used to evaluate risk is to rate risk items in terms of probability and impact and map them out in a risk matrix (Figure 3). For risk elements that lie within the coloured area of the matrix, a mitigation strategy should be developed as they represent a significant commercial or environmental health and safety risk.
When evaluating mitigation strategies, measures to reduce the probability can be compared with measures to reduce the impact of occurrence. A method of evaluating the risk for a specific component is to undertake a Failure Mode Effect Criticality Analysis. This helps to identify and quantify the value of the main known failure modes for particular equipment and evaluate the probability and impact of these modes.
While FMECAs carried out by Alstom identify critical failure modes for a given fleet of machines in general, an individual assessment considering the ambient and market environment, machine condition and operational history allows further detailing of the specific risk profile for a given component. In a next step, various available risk mitigation strategies can be evaluated. Some of these strategies are:
• To do nothing (no spares kept on site)
• Hold spares for most likely failure modes (requires upfront investment)
• Spares pooling (only available for machine types with a substantial fleet size)
• Emply an emergency response plan (reduction of outage time in case of failure by preplanning the outage in detail)
• Employ monitoring at various levels.
Value of generator monitoring
While all options would be considered in a specific case, this case study focuses on the value that online monitoring can provide in mitigating risks of specific failures. This is illustrated by a simplified general example based on the following assumptions.
The case described is assumed to be for a generator commissioned in 1995 with an output power of 300 MW and a capacity factor of 85%. The spark spread (or ‘dark spread’ for coal fuel) is 20 r/MWh, and the period considered is the next 10 years.
For this model evaluation, a serious rotor winding failure caused by either an interturn short circuit or a ground fault that requires significant repair in a workshop is considered.
The options for a monitoring solution for generator rotors that addresses these kinds of failures are:
1. No monitoring (only periodic inspections that may not be necessary if monitoring is in place)
2. Instrumentation (flux probe) only with periodic online monitoring by Alstom
3. Continuous online monitoring for customer analysis (Amodis RFM)
4. Continuous online monitoring with remote expert analysis by Alstom
Evaluation of the case is based on the following estimates and calculations.
Probability of failure during the period: 6.0%
Repair time required (with required spares available): 50 days.
Value of lost generation: 300 MW x 50 days x 24 h/day x 85% x 20 r/MWh = 6120 kr
Repair cost: 220 kr
Total cost of failure:6340 kr
Weighted cost of failure = total cost of failure x probability of failure = 380 kr
This case shows that monitoring in the worst case is cost neutral versus a ‘no monitoring’ strategy and demonstrates that a general financial evaluation of different monitoring strategies is very dependent on various factors like unit size, maintenance strategy and market situation.
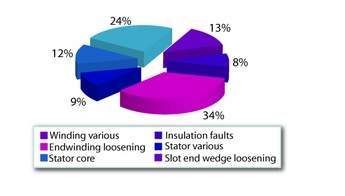
While the described case only considers two specific failure modes (according to a VGB study, Figures 4 and 5, they represent 21% of rotor failures) addressed by one specific monitoring module, a parallel monitoring of different areas would address additional critical failure modes of a generator. When considering other failure modes, the combined probability of a failure increases, which can be addressed by applying further monitoring functionality (eg shaft voltage monitoring (Amodis ROMON®) or partial discharge monitoring (Amodis PAMOS®) and can even be extended into other plant areas.
Additional remote Alstom expert analysis supported by sophisticated early warning tools considers further operating parameters of the generator and the plant and thus ensures that the probability of identifying a fault in time to prevent a catastrophic failure further increases.
An additional benefit of continuous monitoring lies in the ability to better understand the condition of the equipment during operation and thus be able to adapt the scope of an outage. The quantification of such savings on outage scope and time cannot be generalised as it strongly depends on the specific equipment.
Documented case study
The case described illustrates customer value gained from a real installation of generator monitoring and diagnistic capability backed up by remote support services at a UK CCPP.
Case description
In 2004 Alstom installed its Amodis generator M&D equipment on the three generators at a UK combined cycle power plant to provide the station with generator condition monitoring data and to sound early warning of potential problems.
The customer was experiencing problems with end winding vibration on its ten-year old turbo generators. Problems had been located and repaired, but the customer wanted early warning of any future excessive vibration, in order to maximise plant availability and reliability. The customer was also moving towards condition-based maintenance planning for the expected 12 years of remaining unit life.
A spare stator was one option to deal with a future generator failure. However in this specific instance a more cost effective option was adopted. Alstom installed its modular Amodis M&D system
to monitor stator end winding vibration and temperature. Rotor flux monitoring to detect rotor-winding short circuits was also deployed and partial discharge couplers were installed on the steam turbine generator for periodic measurements, with analysis carried out by Alstom experts.
The monitoring system was incorporated within the existing long-term service agreement covering the maintenance of three generators and one steam turbine for which Alstom was the OEM. The information produced by the system enables Alstom to provide technical support to ensure that the plant continues to operate with maximum availability and reliability.
Financial evaluation
The steam turbo-generator is rated 260 MW, with two gas turbo-generators each at 237 MW.
Options for the user are:
1. Spare stator to install if a generator fails catastrophically – cost 7.0 Mr.
2. Partial stator rewind following a forced outage – 50 to 70 days of outage time.
3. Amodis generator monitoring to identify initial failures and avoid catastrophic consequences – cost 200 kr.
With Amodis and additional remote expert analysis many generator problems can be discovered in good time, and repaired as part of planned overhauls. The savings that are associated with option 3 over option 2 (above) can be quantified through lost generation during stator rewind after a forced outage rather than during a planned overhaul.
The saving would be about 50 days generation at 260 MW at 30 r/MWh for electricity sales and 20 r/MWh for fuel cost, at an average capacity factor of 85%.
Avoided lost generation with option 3 over option 2 = (30 r/MWh – 20 r/MWh) x 260 MW x 24 h/d x 50 d x 0.85 = 2650 kr.
OVERMATTER
The station director said: “AMODIS has made a positive return on investment within a very short period following installation. Along with the high quality of routine reporting, it complements existing data sources and provides an excellent view of the status of the generators.”
Conclusions
Amodis has been designed to provide a modular, fully integrated solution to maximise the benefit of plant monitoring and diagnostics. This starts at the flexible and user friendly on-site monitoring of all major plant components and extends to the monitoring at the service centre. On-site monitoring based on Alstom OEM knowledge can add significant value to an asset owner, which can be further increased by combining it with remote expert analysis and other services provided by Alstom. Such advanced, fully integrated packages can only be offered by a full service provider such as Alstom and is unique in the power industry.