The latest performance upgrade of what has evolved into Siemens’ main fleet large generation drive unit, the SGT5-4000F (aka the V94.3A GT) has squeezed out an extra 5 MW of power and added a fraction or two of thermal efficiency.
The V94.3 marque was launched in 1996 at the height of the gas power plant building boom as a 240 MW unit offering 37% thermal efficiency, the first commercial unit being sold to Didcot power station in the UK, and although the demand for large GTs momentarily slackened in response to high gas prices, the drive to increase fuel efficiency has not. Indeed the future of natural gas powering as the bridging technology of choice, while we wait for new clean fossil technologies to emerge into the sunlight, now seems to justify the extraordinary expense incurred by all the major GT manufacturers over the last ten years in wringing the last few percentage points out of the existing technology without destabilising its hard won reliability.
This is as true of the V94.3A as any other. Since 1996 it has undergone several facelifts as well as an early period of troubled operation in the field owing to a persistent vibration stemming from the combustors that became known in GT circles as ‘humming’. Modification of the combustion system eventually solved that problem but in the meantime refinement R&D continued and in 2000 the incorporation of an improved compressor added 26 MW to the rating and increased efficiency by 1.6 percentage points, with a further 0.9 % and 21 MW of extra power being added by a whole slew of upgrades in 2004. These included a reduction in losses from combustor cooling air, hydraulic blade clearance optimisation, fuel gas preheating and another compressor upgrade. By February 2008 there were 144 of these GTs in operation worldwide, from 221 under contract. They have clocked up over 3 million EOH at an average availability of 93% and a twelve month ‘reliability value’ of over 99%.
The latest improvement, announced in June, sees an upgrade of 5 MW in the old warhorse’s rating to 292 MW, along with a fractional increase in fuel efficiency of 0.3% to 39.8%. As before, this latest stage in the optimisation of the machine has included a parallel evolution of the combined cycle configuration, and in this case the total power output rises by 8MW, while a thermal efficiency of 58.4% can be achieved. This improvement has already been demonstrated in the field, says Siemens, and brings about a significant increase in what the company calls ‘customer value’ of r13 to r15 million, depending on site conditions, and could over the lifetime of a plant reduce CO2 emissions by 100 000 tonnes. Further upgrades are expected to first-fire during the coming months.
Upgrade agenda
The main targets for the latest design step were to increase performance and improve cycling capability, but also to extend the service life of parts combined with increased robustness.
The main boundary condition for the upgrade was the ability to retrofit the new design to the former design, thus ensuring a fast, easy and reliable installation of the new parts. It also improves the reliability of validation when a direct comparison can be made between the before and after states of the upgraded machine.
One side effect of this philosophy is a sig-nificant decrease in the risks associated with the upgrade, since the great majority of interfaces remain unchanged through the process. Consequently the engine is expected to operate at an unchanged reliability level.
Performance enhancement
As it happens the machine has an outstanding record in terms of the reliability of the hot gas path components, a feature that is the key both to the turbine’s good general reliability record and the drive to increase operating flexibility. Field experiences gained in the last ten years have been keenly reviewed to identify further potential for improvement in the robustness of these parts, even when they would only be locally applicable.
The potential for cooling air savings in areas which are shown to be excessively cooled continued to represent an area of great interest to engineers involved in improving engine performance. Such cooling air savings also reduce the hot gas temperatures in the blade front rows, which is beneficial in the concept of service flexibility.
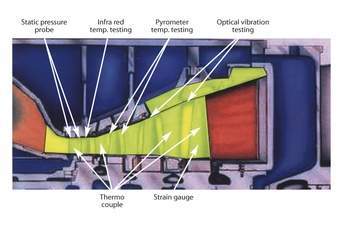
The latest upgrade focused mainly on the turbine blades and vanes and the metallic heat shields in the combustor, and let to the following measures (Figure 1).
• Application of high performance barrier coatings that have been proved on other GT types and on the company’s Berlin test bed. The thickness distribution pattern has been proved during 50 000 EOH of trials on other GTs.
• Minor blade casting changes, without changing the profile.
• Existing features such as vane sealing plates have been applied to other components.
Testing of the upgrade has been carried out under base and part load operation and in cold, warm and hot start-ups in different ambients. Long term validation in situ started in November and an intermediate inspection in February (2000 hours) showed upgrade parts in excellent condition. The second inspection was due for late June 2008, after 4000 hours of operation.