Combining electrostatic precipitator technology with a fabric filter baghouse delivers very high collection efficiencies.
The Max-9 is a new technology for removing particulate matter from process gas streams. It is basically an electrostatic precipitator, but with fabric filter elements instead of collecting plates. Each of the filters is enclosed in a grid of discharge electrodes, which ionise the dust before it hits the surface of the filter. Because the dust particles are all charged to the same polarity, they repel each other while trapped on the filter. This results in a very porous, permeable “dust cake.” So the pressure drop across the Max-9 is very low compared with that across a conventional baghouse – around 60-80% less than the typical high-efficiency baghouse.
Testing has shown that the Max-9 achieves extremely high collection efficiencies, in excess of 99.99%, with very little degradation in performance over time. The Max-9 has also been shown to achieve mercury removal rates of 85%, without using activated carbon or other reagents. Because of the inherently high collection efficiency, Max-9 units can be smaller than conventional systems, and can be sited as slip-stream or polishing units in very close quarters.
The technology behind the Max-9 was patented by the US Environmental Protection Agency (EPA), which then licensed it to BHA Group (now part of GE Energy). GE has commercialised the design, installed pilot-scale test units, and is now building commercial-scale units.
A recent installation at a major American manufacturing plant yielded some very promising results: the Max-9 (sized for 200 000 acfm) provided such a low pressure drop that the filter elements did not require pulse-jet cleaning for over 12 hours. The adjacent conventional baghouse was cleaning down five times more often, and always operated at higher static pressure. Obviously, with filter cleaning so infrequent, filter life can be extended significantly.
In the USA, many industrial boiler operators are showing interest in the Max-9 as a method for meeting the new EPA MACT standards. In addition to the extremely high collection efficiency and mercury control, in many cases the existing fans at these plants are large enough to vent the Max-9. That provides a strong economic advantage over a conventional baghouse, since the pressure drop through a typical baghouse would require a new, larger fan, a major expense. Operators of large power plants, many of them with electrostatic precipitators, are also displaying strong interest in the Max-9 as a slip-stream or polishing unit for mercury and fine particulate removal.
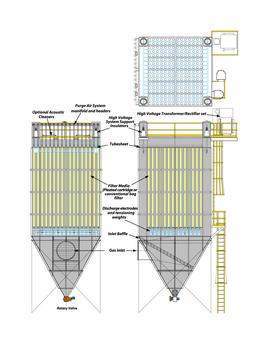
The diagrams show the basic configuration. Process gas enters the Max-9 from a hopper inlet duct. The gas then flows upward through the filters and out through the top of the filters. The area above the tube sheet is a clean gas plenum.
Compressed air pulses are used to clean the filters. A brief, intense blast of air is fired through the purge air manifold; holes in the blowpipes located above the filters direct the cleaning air pulse down through the filters. The cleaning sequence is controlled by timers which trigger solenoids. The high voltage system (depicted in blue) operates at very low current densities and at a steady state. There is no danger of fire caused by sparking, and the transformer/rectifier requires no voltage control.
Mercury management
Max-9 technology is one component of GE’s recently patented Mercury Management System, which aims to help companies meet US federal mercury emission reduction requirements. GE says the Mercury Management System extends and integrates concepts previously proven effective for mercury control such as the company’s Combustion Optimisation System (COS), as well as Max-9.
The Combustion Optimisation System integrates several technologies to provide site-specific solutions that use existing equipment, minimise capital expenditures and decrease downtime. According to GE, the new Mercury Management System expands the Combustion Optimisation System by adding mercury collection and concentration to the existing mercury testing and reduction capabilities.
The Mercury Management System process involves combustion staging to generate reactive ash containing carbon to better absorb the mercury emissions; capturing the ash in the Max-9 filter (or other ESP or fabric filter) and treating the ash to separate and condense the mercury to significantly reduce waste disposal and handling fees.
The mercury management system has the potential to achieve over 90% reduction in mercury emissions and allow continued sales of fly ash, says GE.
The US Department of Energy is jointly sponsoring a programme with GE Energy to field demonstrate the effectiveness of combustion optimisation for controlling mercury in a coal fired power plant.
Accurate emissions testing and monitoring are also an integral part of GE Energy’s Mercury Management System. Testing can help determine mercury composition in flue gas emissions, help define optimum coal selection and blending strategies, and help identify the most cost-effective components of a control solution.
Another critical element in tracking effectiveness and maintaining compliance is GE Energy’s new mercury CEMS (continuous emission monitoring system), to be launched shortly. Currently in field testing, GE Energy’s Mercury CEMS will measure mercury to single digit levels, minimise mercuric chloride (HgCl2) interaction with the sample extraction and transport system, convert HgCl2 to HgO suitable for measurement and maximise mercury trading credits.