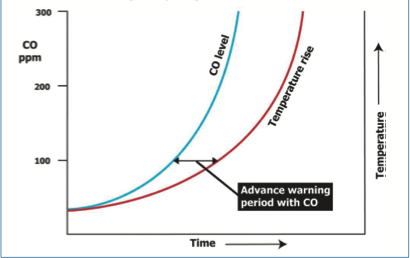
Increase in carbon monoxide levels is one of the earliest precursors of a potential fire in coal and biomass, detectable ahead of temperature rises, and well before the presence of flames and smoke indicate that a fire is already underway.
One limitation is that CO monitoring can only be applied in enclosed spaces, but this makes it ideal for fire detection in equipment such as mills and silos at coal and biomass fired power plants. Another advantage of monitoring carbon monoxide is that it is not normally present in ambient air in significant quantities, whereas early stage combustion creates immediately high levels, so its presence can give an immediate indication that there is a problem.
Recent experience with carbon monoxide monitoring in coal mills demonstrates its efficacy. The plot below shows the example of an incident at a coal mill equipped with Land’s Millwatch carbon monoxide based system. Rising carbon monoxide levels were detected, the deluge was activated and the mill taken off line.
Operator experience with Millwatch shows that the incidence of mill explosions is significantly reduced.
The Millwatch system extracts sample gases from the mill (typically the mill outlet) and continuously monitors the levels of carbon monoxide. Dual electrochemical sensors continuously monitor CO, with self-checking and auto-calibration to maintain integrity.
Land uses the principle of having two electrochemical sensors, one measuring, the other "resting" and being tested against calibration gas, swapping every 30 minutes, with a five minute overlap to check there is agreement between the two sensors.
Alarm threshold levels can be set to best suit the plant operating conditions. These settings can also compensate for externally introduced CO, where mills are using recycled combustion air for coal feed heating.
The Millwatch probe is designed to withstand the erosive conditions at the mill outlet where the measurement is made. The outer protection tube is cast from erosion resistant material, while the sampling tip has a screw-on replaceable stainless steel filter to protect the sample line and analyser from dust ingress.
Automatic timed blowback is used to keep the sample probe’s stainless steel filters clean.
Silo monitoring follows similar principles but the probe is simpler and does not need to be as rugged as those exposed to the harsh conditions of a coal mill. The probe can be inserted into the top of the silo where natural convection allows it to extract a representative sample of the air within the silo.