Being able to quickly and accurately call on information about a power plant’s assets is crucial to maintaining an efficient operation, however a lack of foresight into the compatibility of computer systems can lead to problems. Developing a program to improve integration in power plant IT systems could have significant benefits
POWER generation companies are facing increasing demands for cost efficient operations and maintenance and there is a need for them to maximise the utilisation of their assets. A key to efficient asset management is the availability of information about the assets; by having easy access to information, operation and maintenance personnel may be utilised more efficiently, saving costs.
In the past, integration has been solved by bespoke point-to-point solutions, leading to expensive and complex systems that are virtually impossible to maintain. Power company ABB believes it has found the solution with its Industrial Extended Automation System 800xA, which aims to solve integration in an open, standardised manner. The range of functionality in the 800xA system is accessible from a single user interface that is configured to present information and provide interaction in a context appropriate to the user whether it is an operator, operations manager, engineer or maintenance personnel.
Work processes
Modern Computerised Maintenance Management Systems (CMMS) are increasingly employed by power utilities to improve their maintenance processes. These are tools for managing maintenance, including functionality for scheduling maintenance work, requesting maintenance work, keeping track of historical work orders, asset inventories, spare parts, preventive maintenance, etc.
With the 800xA system, integration is available with leading CMMS products such as SAP Plant Maintenance, MRO Software’s MAXIMO and IFS Maintenance. CMMS integration brings maintenance management to the operator environment to give a single user interface for multiple systems. By interacting with equipment data and accurately assessing equipment conditions in real time, plant personnel could significantly increase plant efficiency.
Consider the example where an operator recognises that a transformer has high oil temperature. Traditionally, the operator receives a process alarm, then reviews the process graphics and alarms to identify where the problem is occurring, in this case a transformer. The operator then either blindly sends a maintenance request via a log entry, handwritten note, or email, or spends significant time searching several different systems in different locations, environments, navigation schemes and so on to see if maintenance has been requested or scheduled.
Let us now consider the example again, but this time using System 800xA with CMMS integration. The operator has received an alarm for the oil temperature in a transformer. Figure 1 shows a context menu that has popped up when right-clicking on an alarm. The context menu is always specific to the alarm, event or object that has been clicked. The workplace can also be set up so that the menu is filtered according to the current user, so that only items relevant to that user are shown. In the example menu, some of the menu choices are views into the IFS Maintenance system, including Active Work Orders, Equipment Data and Historical Work Orders.
The operator may then select Active Work Orders to check whether there is any planned or ongoing work on the temperature transmitter. Another maintenance related choice is Create Fault Report which initiates the fault report wizard in the CMMS in context, i.e. with object ID, user name, alarm text, etc. automatically filled out. The operator can then fill in additional information before creating the work order.
Figure 2 shows the Active Work Order view from IFS Maintenance, which lists all active work orders for the particular asset. From here, you can navigate further, e.g. open a native CMMS display for the selected work order.
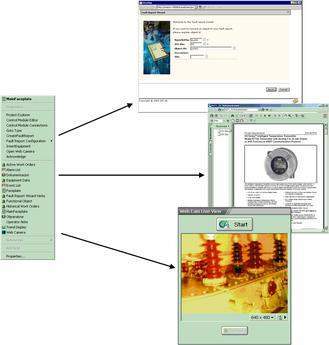
In addition to the CMMS-related views and actions, other examples of information that may be accessible to the user from a context menu include documentation, live video and supplier websites. For example, the operator may inspect the situation visually through a web camera that is located near the transformer, or bring up the maintenance manual for the device. Figure 3 shows examples of information and actions available to the operator in the integrated environment.
Another area that the 800xA might be of benefit is in predictive and proactive maintenance. Intelligent field devices, control systems and workstations contain a rich set of diagnostic information. With asset condition monitoring, this information can be collected, aggregated, analysed and compared to historical data to provide advanced warning of degrading performance and impending failure. With CMMS integration, a detected performance condition can be used to automatically generate a work order. This functionality is also available in remote control centres.
When maintenance is carried out based on the real-time status of the equipment, many unnecessary stages of maintenance work can be avoided. This leaves technicians with time to respond faster to indications of equipment at real risk of failure, and assets are run closer to their maximum performance.
System integration
Historically, the way to deal with IT integration has been to integrate each application point-to-point. Arguably, this is not the optimal way of solving the integration challenge, and some of these projects fail. If they do succeed, the setup is still hard to maintain, and replacing or adding a system requires changes in all integrated systems.
Consider the case where you have to integrate four different applications: an automation system, a power management system, a CMMS and a condition monitoring system. You would require software adaptors similar to Figure 4 – even if all applications used Microsoft COM interfaces, or XML Web Services.
In the short-term, this means that your development team has to learn a lot of interfaces, and make a lot of proprietary software. You will need six adaptors and your team needs to understand four different interfaces. A particular technical challenge is to integrate systems with very different real-time behaviour; if this is not considered from the beginning, there can be significant challenges in handling such integrations.
And what happens if you want to add a new system? Four new adaptors, and one new interface. And even worse – what if you decide to replace your legacy power management system with the current optimum system? You would have to make three new adaptors and refresh your knowledge of three interfaces (excluding the new one). This is simply not a cost effective way of working smarter.
In Figure 5 the same case is shown utilising ABB’s 800xA as an automation and integration platform. With 800xA you need to make three adaptors instead of six (the automation system is included in 800xA). And, on one side of the adaptors, you only have to speak to the 800xA. This makes it possible for a developer who is familiar with 800xA to only learn one new set of interfaces from the application to integrate, instead of two per pair of integrating applications. This is similar to programming for Microsoft Windows – the Application Programming Interfaces (APIs) are well-known and well-defined.
Also, what happens if you want to replace your old legacy application with a newer system? Basically, you have to make one new adaptor, and learn one new interface, instead of four new adaptors and remember all four old interfaces. Furthermore, when you add yet another system, for example a legacy Historian, you add one new adaptor – not four.
Technology
The 800xA system’s architecture is built on ABB’s patented Industrial IT Aspect Object technology. Aspect Objects relate all plant data – the aspects, to specific plant assets – to the objects. For example, engineering drawings, process graphics, trends, I/O definitions and active work orders may all be aspects that are assigned to each object in the system. This information-led approach enables fast navigation to the right information.
The Plant Explorer allows the engineer to organise Aspect Objects in structures according to functionality, location, etc. There can be a number of different structures representing different views of the plant. Examples of such structures include:
• Functional Structure – shows the plant from the process point of view. Used for the operation of the plant.
• Location Structure – shows what equipment is located in the plant and where it is. Used mainly for maintenance tasks.
• Control Structure – shows the control network in terms of networks, nodes, fieldbuses, etc.
The 800xA Process Portal provides comprehensive operations capabilities, and features personalised workplaces for focused information access. As well as being the operator’s portal to the process, the Process Portal environment can give a maintenance view to asset condition and work processes, an engineering view to process performance and engineering tools, and a management view to overall productivity Key Performance Indicators.
An open architecture design reduces life cycle costs by simplifying the task of integrating applications and devices. On the one hand, plant systems and device data are accessed via OPC, Ethernet, TCP/IP, Profibus DP, Foundation Fieldbus and HART. On the other hand, the architecture allows seamless integration of applications. This is illustrated in Figure 6. Integrating applications as ‘aspect systems’ gives an operator access to relevant parts of other IT systems, such as CMMS and Geographical Information Systems (GIS).
When integrating an application, the platform provides many services for the developer to interact with. These services include functionality for object management, security, connectivity and powerful query facilities that could greatly simplify the cross-referencing of object identities needed to exchange data between different IT systems.
Author Info:
The authors are Lars Gundersen, Svein Vatland, Arne Sveen and Rune Misfjord of ABB.
For more information visit www.abb.com